第 7 章特种加工技术7
1 数控电火花线切割加工电火花线切割加工是电火花加工的一个分支,是一种直接利用电能和热能进行加工的工艺方法,它用一根移动着的导线(电极丝)作为工具电极对工件进行切割,故称线切割加工
线切割加工中,工件和电极丝的相对运动是由数字控制实现的,故又称为数控电火花线切割加工,简称线切割加工
1 数控电火花线切割加工机床的分类与组成1、数控电火花线切割加工机床的分类(1)按走丝速度分:可分为慢速走丝方式和高速走丝方式线切割机床
(2)按加工特点分: 可分为大、 中、小型以及普通直壁切割型与锥度切割型线切割机床
(3)按脉冲电源形式分:可分为RC电源、晶体管电源、分组脉冲电源及自适应控制电源线切割机床
数控电火花线切割加工机床的型号示例2、数控电火花线切割加工机床的基本组成数控电火花线切割加工机床可分为机床主机和控制台两大部分
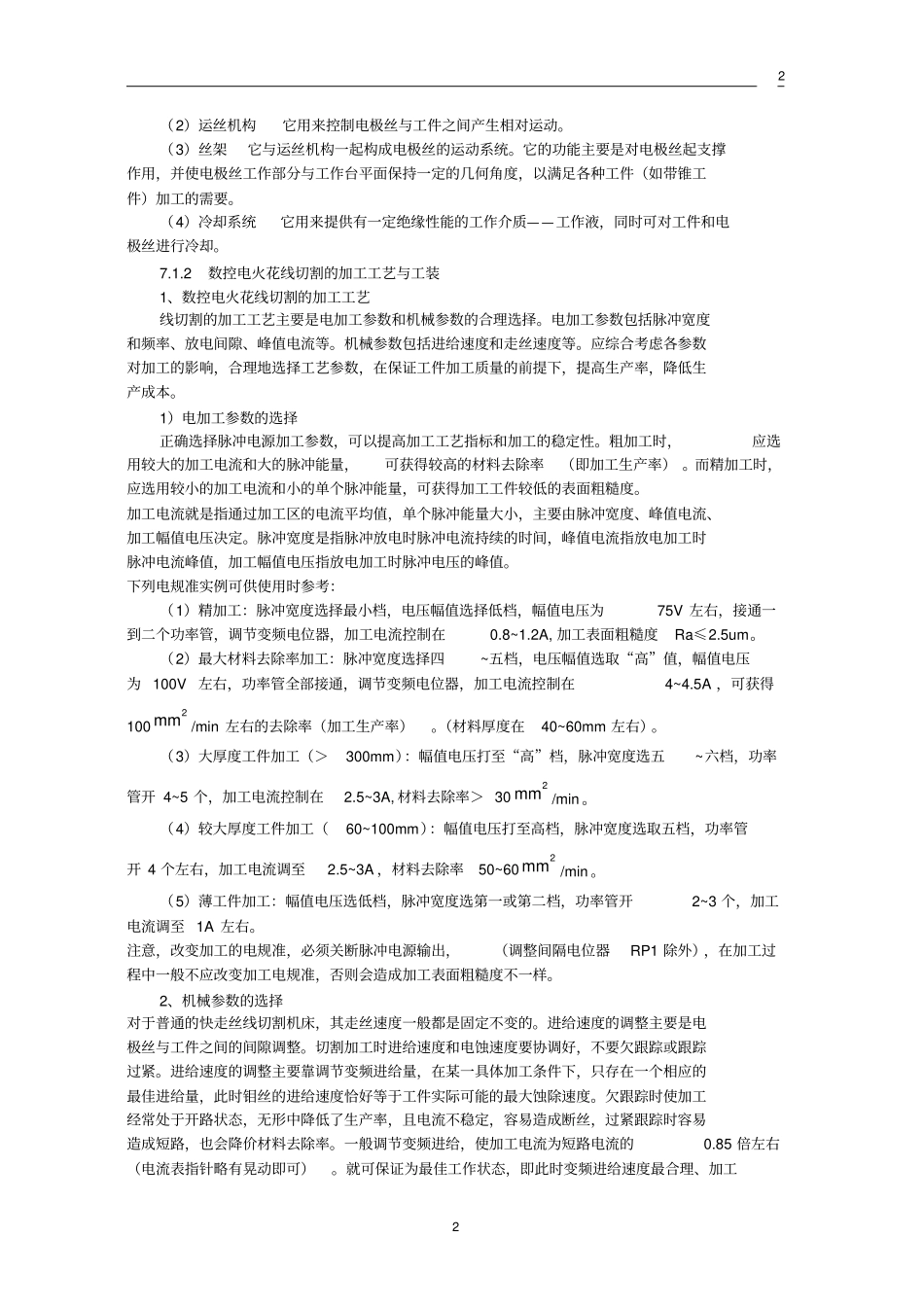
图 8-1 快走丝线切割机床主机1)控制台控制台中装有控制系统和自动编程系统,能在控制台中进行自动编程和对机床坐标工作台的运动进行数字控制
2)机床主机机床主机主要包括坐标工作台、运丝机构、丝架、冷却系统和床身五个部分
图8-1 为快走丝线切割机床主机示意图
(1)坐标工作台它用来装夹被加工的工件,其运动分别由两个步进电机控制
2 2 (2)运丝机构它用来控制电极丝与工件之间产生相对运动
(3)丝架它与运丝机构一起构成电极丝的运动系统
它的功能主要是对电极丝起支撑作用,并使电极丝工作部分与工作台平面保持一定的几何角度,以满足各种工件(如带锥工件)加工的需要
(4)冷却系统它用来提供有一定绝缘性能的工作介质——工作液,同时可对工件和电极丝进行冷却
2 数控电火花线切割的加工工艺与工装1、数控电火花线切割的加工工艺线切割的加工工艺主要是电加工参数和机械参数的合理选择
电加工参数包括脉冲宽度和频率、放电间隙、峰值电流等