下载后可任意编辑冷冲压件检验技术法律规范( 讨论稿) 1.目的为了法律规范、 统一冲压件检验依据, 根据本公司产品的特点, 特制定该法律规范
本法律规范作为设计工艺检查部门日常工作的依据, 如生产出的零件超出本标准的规定, 而对汽车的装配、 使用无影响者, 能够允许不判废但需要做仲裁检验时, 仍应符合本法律规范规定
2.范围适用于模具厂制造的模具生产出的全部冲压件
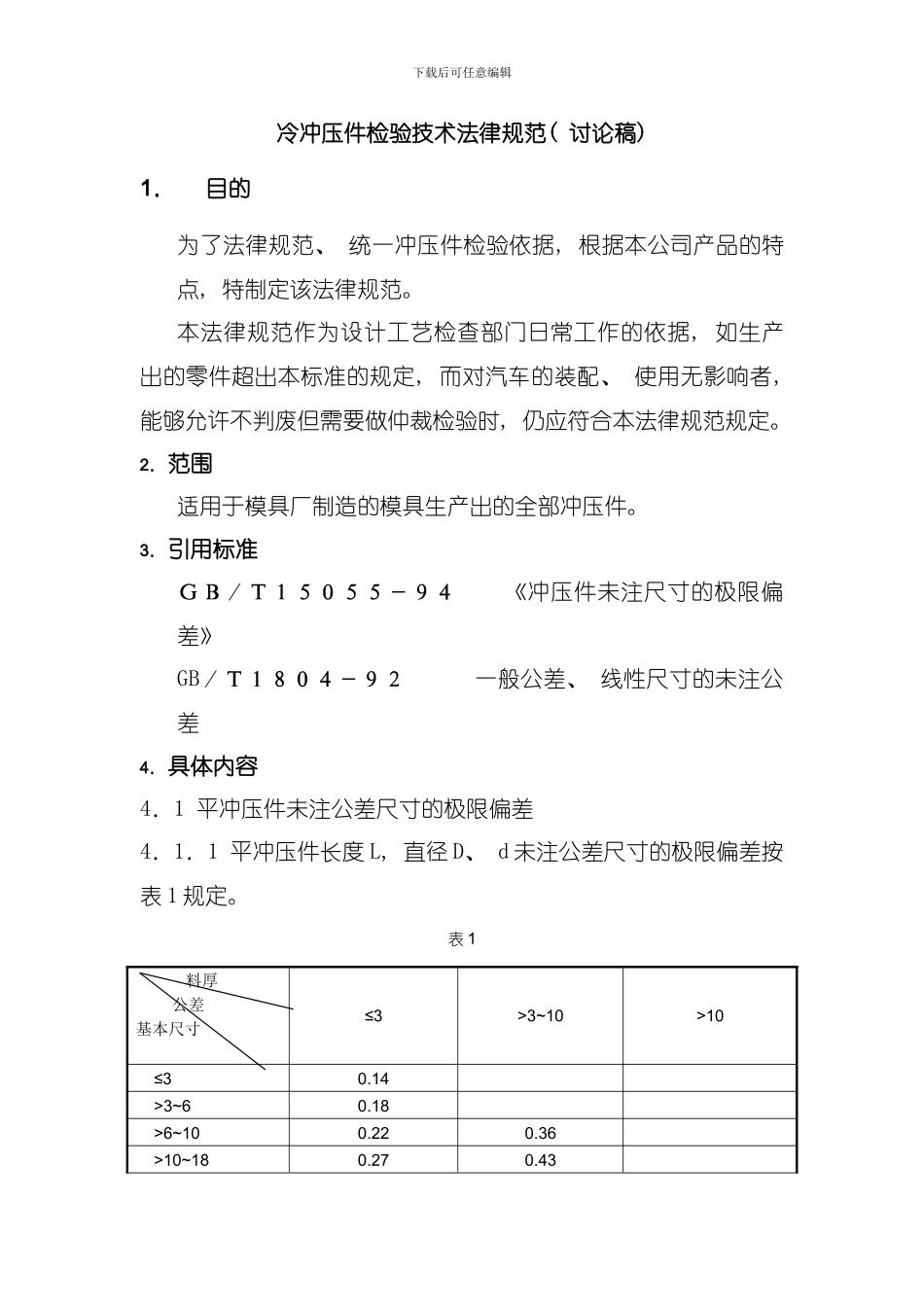
3.引用标准GB/T15055-94 《冲压件未注尺寸的极限偏差》GB/T1804-92 一般公差、 线性尺寸的未注公差4.具体内容4.1 平冲压件未注公差尺寸的极限偏差4.1.1 平冲压件长度 L, 直径 D、 d 未注公差尺寸的极限偏差按表 1 规定
表 1 料厚 公差基本尺寸≤3>3~10>10 ≤30
14 >3~60
18 >6~100
36 >10~180
43下载后可任意编辑 >18~300
84 >30~500
00 >50~800
20 >80~1200
40 >120~1800
60 >180~2500
85 >250~3150
10 >315~4000
30 >400~5000
50 >5001
80注: 上表中假如是孔类其公差取正值; 假如是轴类则取负值; 若是非孔轴类则取正负值, 此时其偏差数值取表中值之半
4.1.2 未注公差成形尺寸的极限偏差4.1.2.1 弯曲长度尺寸及拉延深度未注公差尺寸的极限偏差按表 2 规定
表 2基本尺寸偏差(±)基本尺寸偏差(±)≤3±0
35>6~18±0
8>3~6±0
5>18±1
24.1.2.2 加强筋、 加强窝高度 h 未注公差尺寸的极限偏差按表 3 规定
表 3基本尺寸