同轴连接器加工工艺介绍射频同轴连接器实质上是一段同轴传输线: 即带有可分离的电接触机构、 连接机构及其它机械( 如安装机构、 端接电缆机构) 的同轴传输线
射频同轴连接器的结构至少必须有内导体和外导体, 分别与同轴传播线的内、 外导体相连, 而且用绝缘支撑( 一般用PTFE制造) 使内外导体保持同轴( 同心)
由于各个通信设备制造商为了巩固自己的市场, 都设计有自己专有的连接器, 因此连接器的种类较多, 在中国常见的有: NEC连接器、 富士通连接器、 西门子连接器、 AT&T连接器、 爱立信连接器, 它在中国数字配线架上都被大量运用
本文主要介绍在中国应用最广, 制作技术最成熟, 被我司主要使用的西门子L9连接器
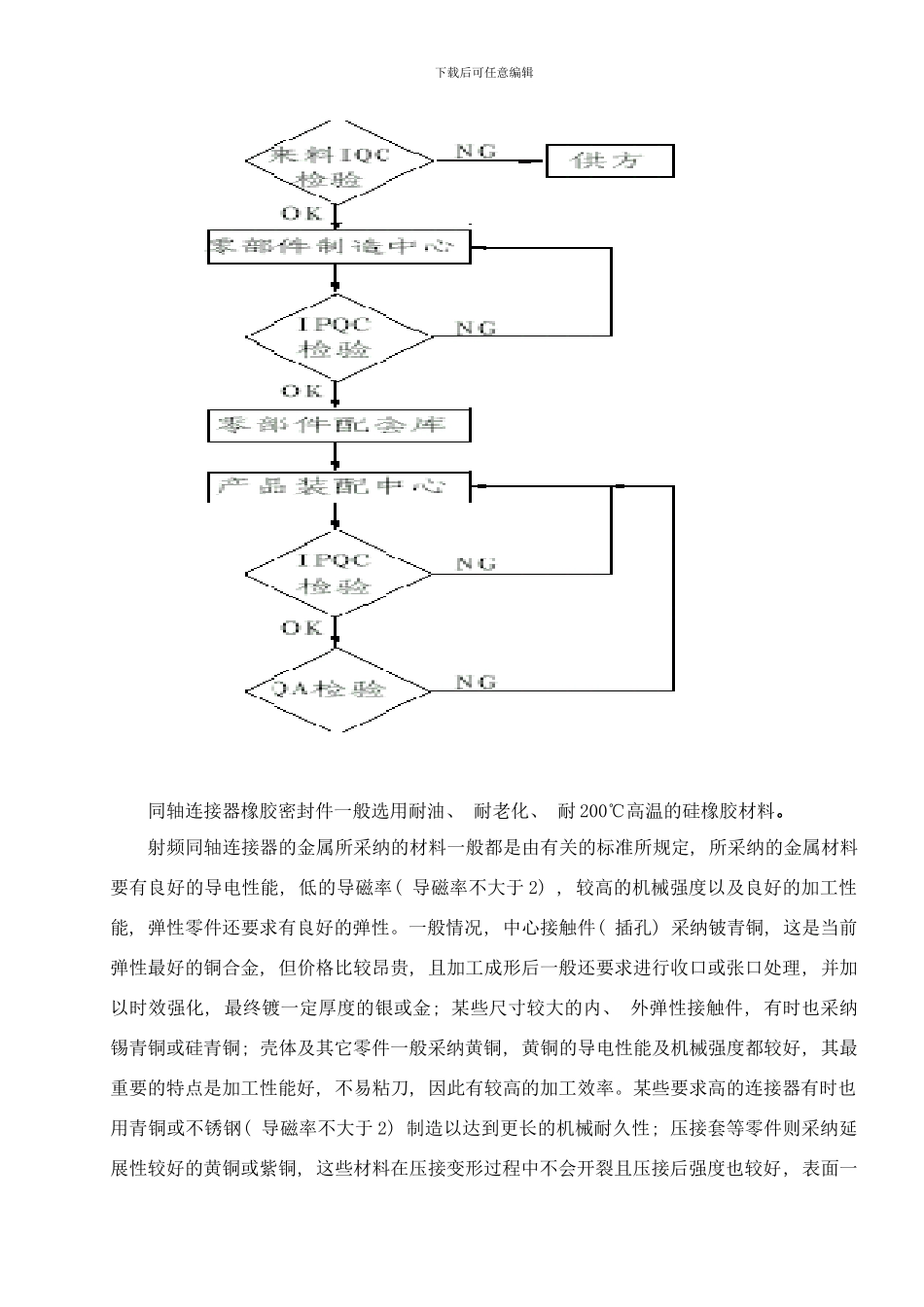
其生产流程大致可分为7个步骤, 这7个步骤中有四个重要生产过程: 来料检验、 零部件制造、 产品装配和成品检验, 其中零部件制造包括机械加工和电镀, 是同轴连接器的生产和质量保证的核心
具体见下边的附图一
一: 来料检验来料包括: 绝缘子、 橡胶密封件等非金属件, 和一些要加工的内外导体、 压接套和壳体等金属件
射频同轴传输线的结构特点是内、 外导体的中心轴线重合, 故称”同轴”
因此要求内、 外导体之间的绝缘层( 绝缘子) 四周的厚度均匀, 以保持内外导体同轴
常见的绝缘子用聚乙烯( PE) 或聚四氟乙烯( PTEE) 制造
聚四氟乙烯俗称塑料王, 相对来说有更好的耐高温性、 韧性好、 不易老化、 介电性能优良等优点
它可长期工作于 250℃, 短时间300℃, 可耐锡焊不变形; 最低的相对介电常数( εr=2
02) , 因此, 在外导体尺寸固定且要达到规定阻抗时, 采纳的内导体外径最大, 因而能够接触好、 衰减小
某些以次充好的产品会采纳的白色塑料来冒充塑料王, 用加热的烙铁一烫即会软化
绝缘子一般为烧结而成, 然后经过精加工才能用于装配