下载后可任意编辑埋弧自动焊作业指导书12024 年 4 月 19 日下载后可任意编辑0
总则 对埋弧自动焊焊接进行有序合理的控制,以确保焊接质量
本作业指导书适用于钢结构制造公司各车间的埋弧自动焊作业
施焊前准备1
1 班组长在施工前应根据工艺要求,对现场所施工的构件进行技术交底
2 领用焊丝,焊剂应当天填写材料领用凭证
3 焊前应检查焊接设备运行是否正常,否则不能施焊
焊接设备应具有参数稳定,调节灵活,满足焊接工艺要求和安全可靠的性能
4 焊工应经过考试并取得合格证的方可上岗作业
5 焊工应复查构件的接头质量和焊区的处理情况,及引弧(熄弧)板装配的是否合格
焊丝应清除油污和铁锈,如不符合要求,应在修整合格后方能施焊
施焊过程的控制2
1 焊接顺序仅对常施焊的工字型、箱型规定如下所示: 工字型 箱型2
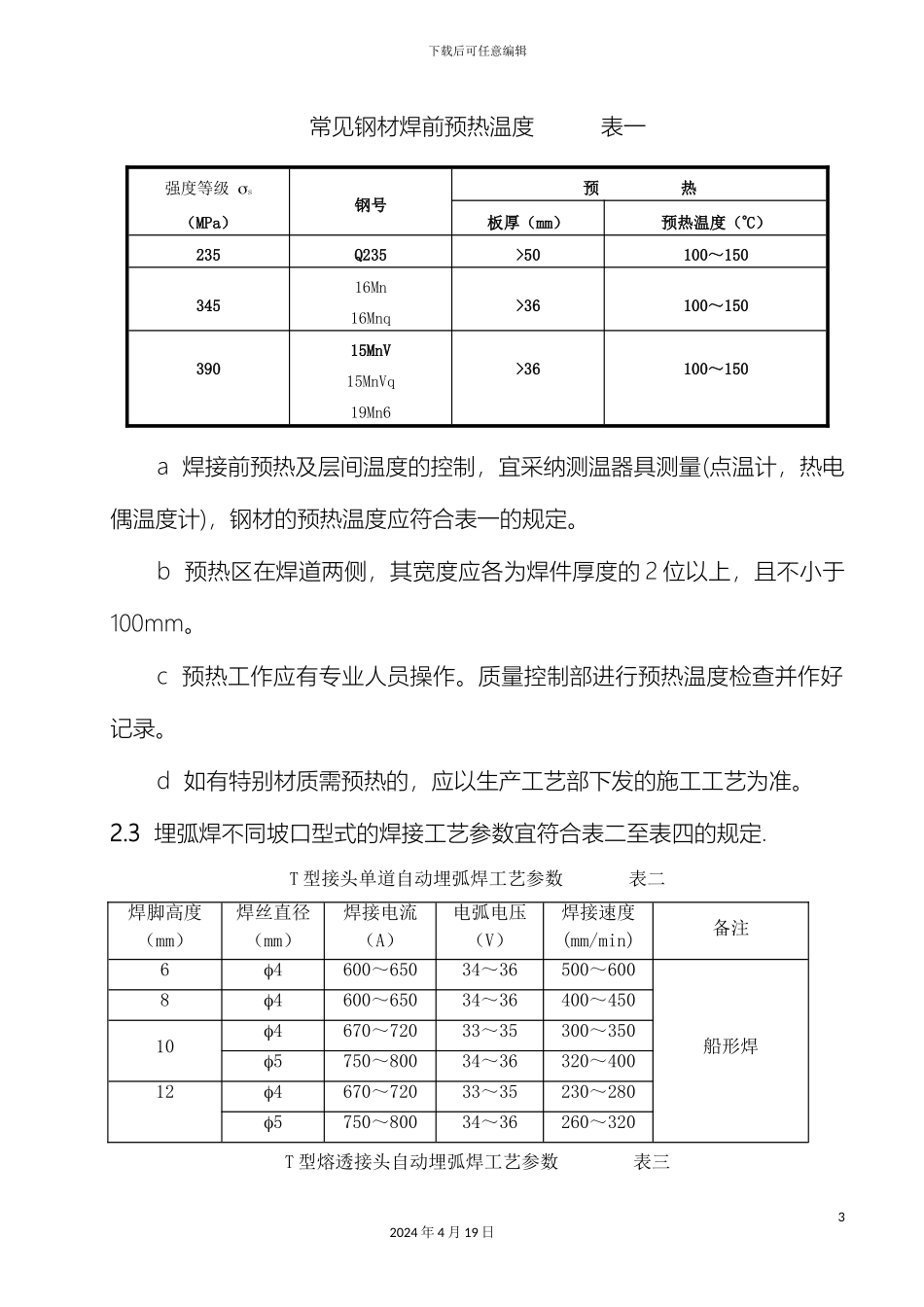
2 焊接前预热22024 年 4 月 19 日下载后可任意编辑常见钢材焊前预热温度 表一a 焊接前预热及层间温度的控制,宜采纳测温器具测量(点温计,热电偶温度计),钢材的预热温度应符合表一的规定
b 预热区在焊道两侧,其宽度应各为焊件厚度的 2 位以上,且不小于100mm
c 预热工作应有专业人员操作
质量控制部进行预热温度检查并作好记录
d 如有特别材质需预热的,应以生产工艺部下发的施工工艺为准
3 埋弧焊不同坡口型式的焊接工艺参数宜符合表二至表四的规定
T 型接头单道自动埋弧焊工艺参数 表二焊脚高度(mm)焊丝直径(mm)焊接电流(A)电弧电压(V)焊接速度(mm/min)备注64600~65034~36500~600船形焊84600~65034~36400~450104670~72033~35300~3505750~80034~36320~400124670~72033~35230~2805750~80034~36260~3