T 21 夹具设计技术要求 1、 使用耳环夹紧气缸 的夹紧部件(仅应用于后续焊压头) 1
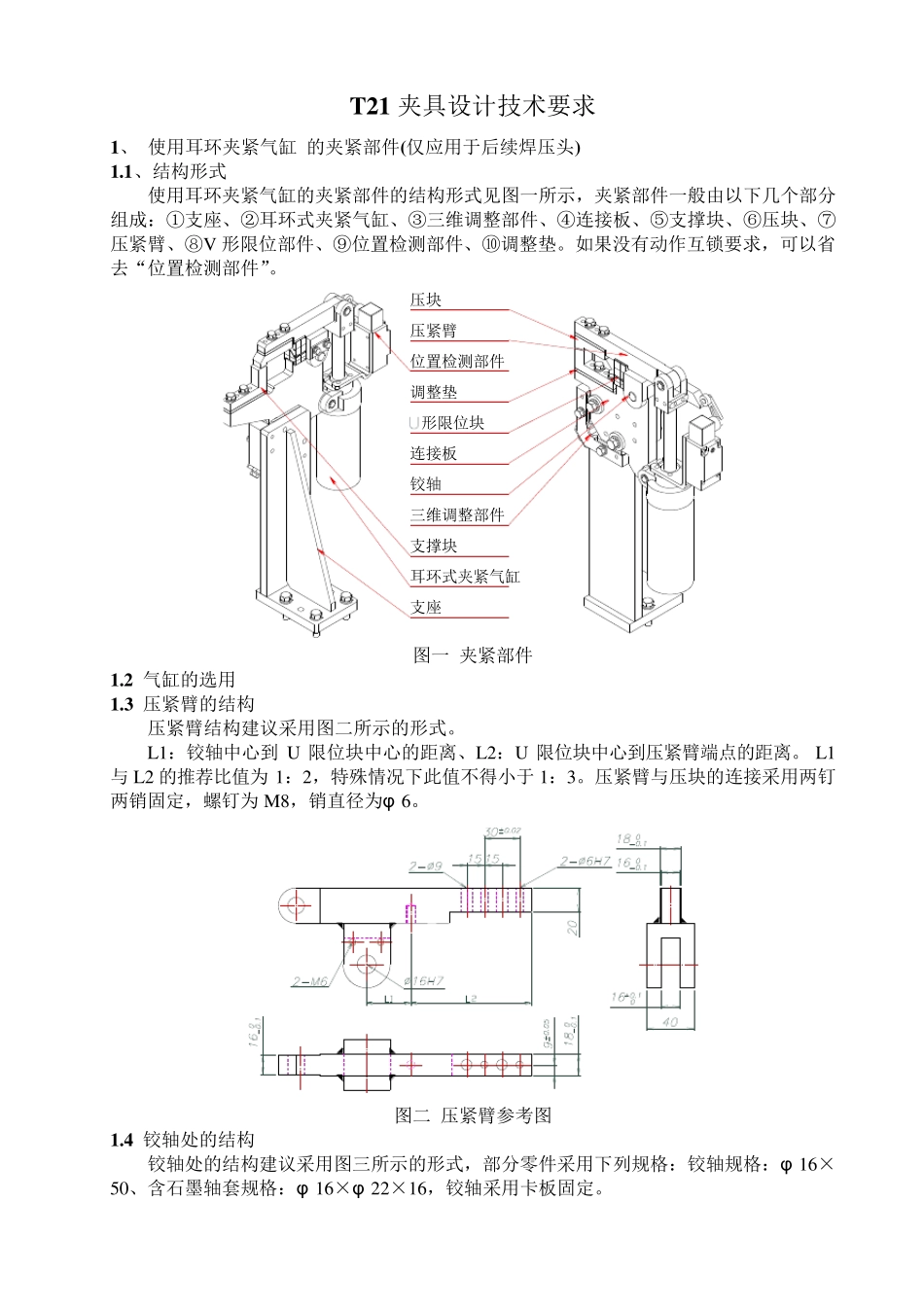
1、结构形式 使用耳环夹紧气缸的夹紧部件的结构形式见图一所示,夹紧部件一般由以下几个部分组成:①支座、②耳环式夹紧气缸、③三维调整部件、④连接板、⑤支撑块、⑥压块、⑦压紧臂、⑧V形限位部件、⑨位置检测部件、⑩调整垫
如果没有动作互锁要求,可以省去“位置检测部件”
调整垫压块压紧臂位置检测部件连接板铰轴三维调整部件支撑块耳环式夹紧气缸支座形限位块 图一 夹紧部件 1
2 气缸的选用 1
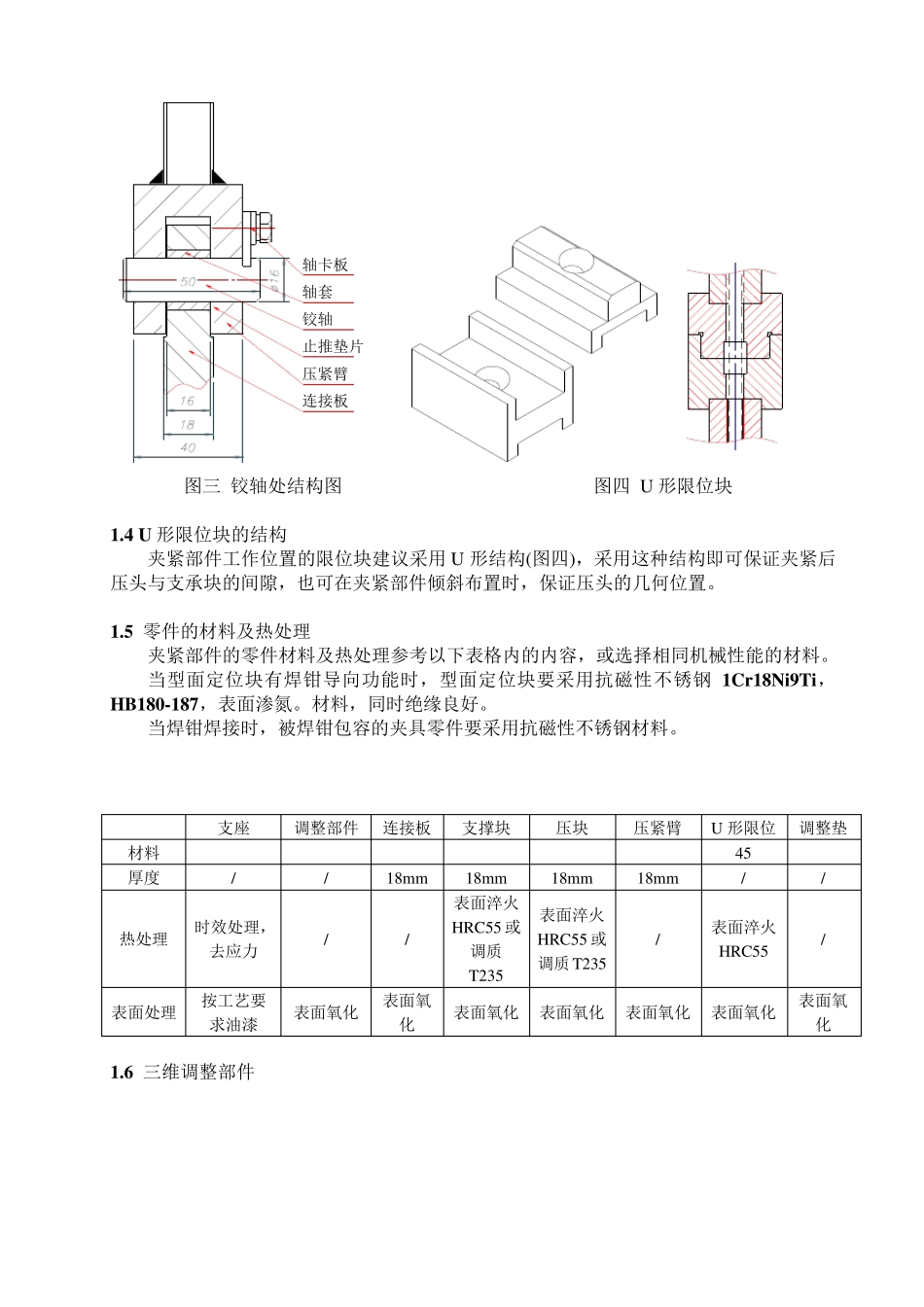
3 压紧臂的结构 压紧臂结构建议采用图二所示的形式
L1:铰轴中心到 U 限位块中心的距离、L2:U 限位块中心到压紧臂端点的距离
L1与 L2 的推荐比值为 1:2,特殊情况下此值不得小于 1:3
压紧臂与压块的连接采用两钉两销固定,螺钉为 M8,销直径为φ 6
图二 压紧臂参考图 1
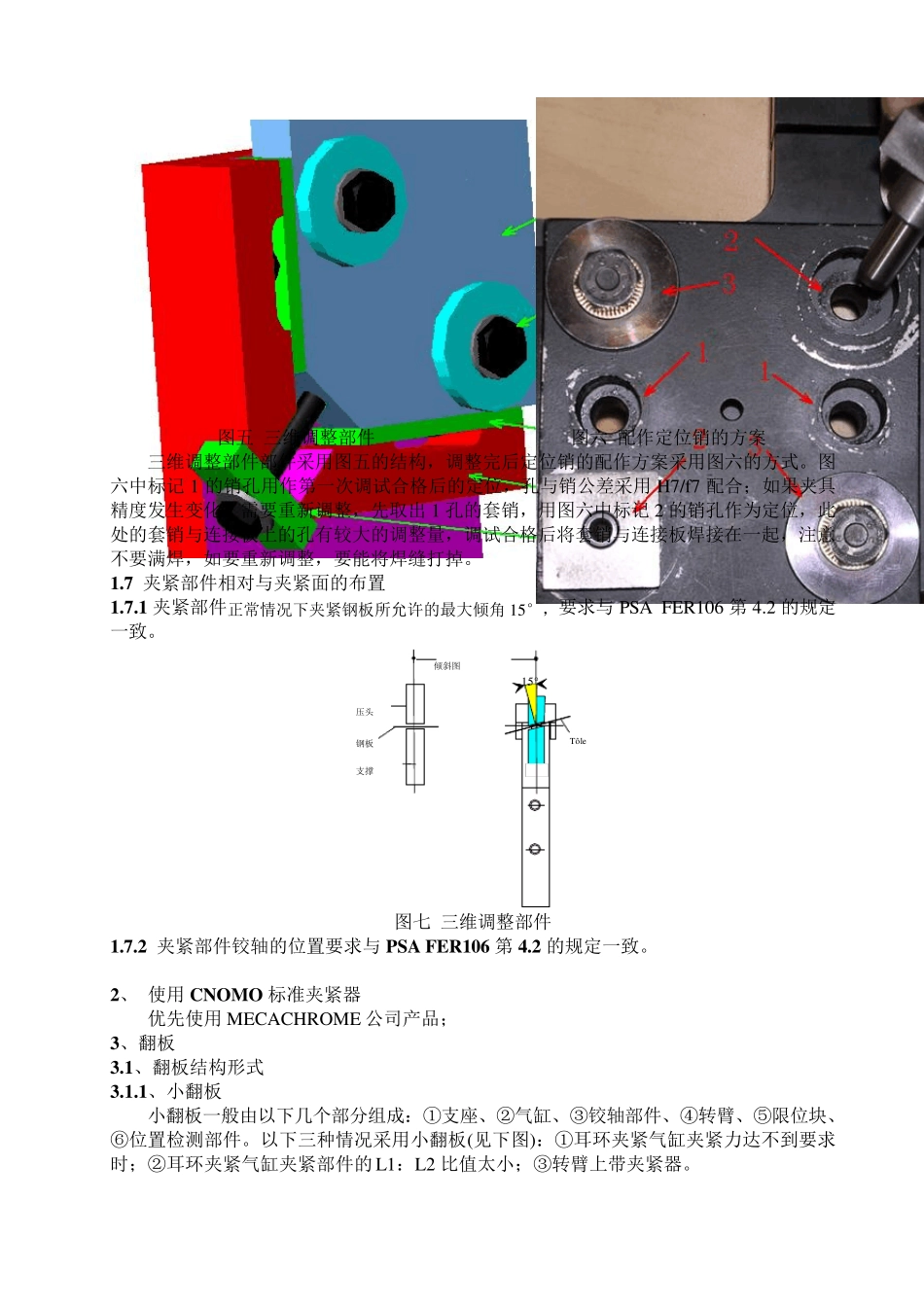
4 铰轴处的结构 铰轴处的结构建议采用图三所示的形式,部分零件采用下列规格:铰轴规格:φ 16×50、含石墨轴套规格:φ 16×φ 22×16,铰轴采用卡板固定
轴卡板轴套铰轴止推垫片压紧臂连接板 图三 铰轴处结构图 图四 U 形限位块 1
4 U 形限位块的结构 夹紧部件工作位置的限位块建议采用U 形结构(图四),采用这种结构即可保证夹紧后压头与支承块的间隙,也可在夹紧部件倾斜布置时,保证压头的几何位置
5 零件的材料及热处理 夹紧部件的零件材料及热处理参考以下表格内的内容,或选择相同机械性能的材料
当型面定位块有焊钳导向功能时,型面定位块要采用抗磁性不锈钢 1Cr 18Ni9Ti,HB180-187,表面渗氮
材料,同时绝缘良好
当焊钳焊接时,被焊钳包容的夹具零件要采用抗磁性不锈钢材料
支座 调整部件 连接板 支撑块 压块 压紧臂 U 形限位 调整垫 材料 Q235-A Q235-A Q235-