夹紧机构与专用机床夹具 一、工件的夹紧 将工件定位后的位置固定下来称为夹紧,夹紧的目的是保持工件在定位中所获得的正确位置,使其在外力(夹紧力、切削力、离心力等外力)作用下,不发生移动和振动
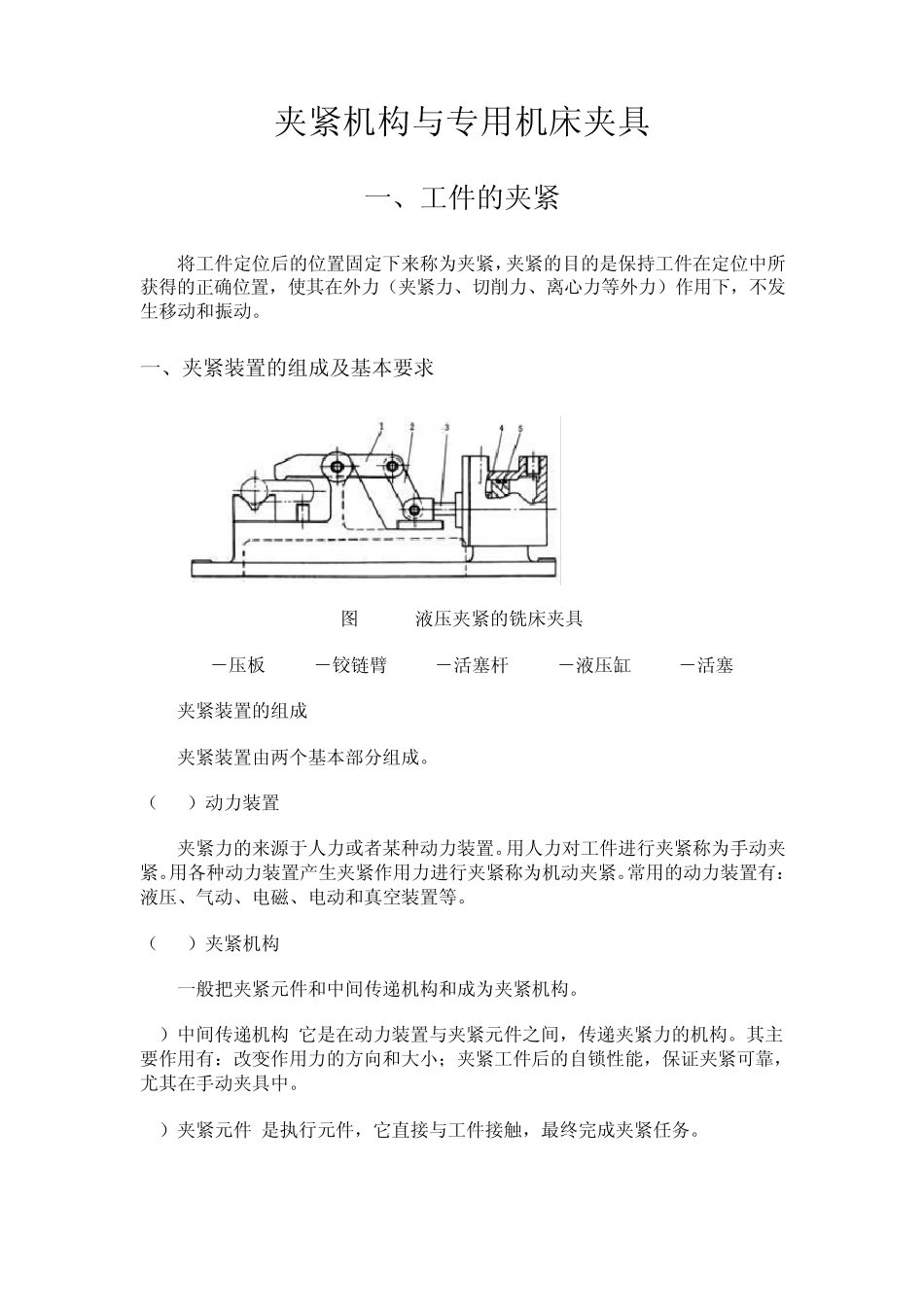
一、夹紧装置的组成及基本要求 图 9-33 液压夹紧的铣床夹具 1 -压板 2 -铰链臂 3 -活塞杆 4 -液压缸 5 -活塞 1
夹紧装置的组成 夹紧装置由两个基本部分组成
( 1 )动力装置 夹紧力的来源于人力或者某种动力装置
用人力对工件进行夹紧称为手动夹紧
用各种动力装置产生夹紧作用力进行夹紧称为机动夹紧
常用的动力装置有:液压、气动、电磁、电动和真空装置等
( 2 )夹紧机构 一般把夹紧元件和中间传递机构和成为夹紧机构
1 )中间传递机构 它是在动力装置与夹紧元件之间,传递夹紧力的机构
其主要作用有:改变作用力的方向和大小;夹紧工件后的自锁性能,保证夹紧可靠,尤其在手动夹具中
2 )夹紧元件 是执行元件,它直接与工件接触,最终完成夹紧任务
图 9-33 所示 是液压夹紧的铣床夹具
其中,液压缸 4 、活塞 5 、活塞杆 3 组成了液压动力装置,铰链臂 2 和压板 1 等组成了铰链压板夹紧机构,压板 1 是 夹紧元件
对夹紧装置的基本要求 ( 1 )能保证工件定位后占据的正确位置
( 2 )夹紧力的大小要适当、稳定
既要保证工件在整个加工过程中的位置稳定不变,振动小,又要使工件不产生过大的夹紧变形
夹紧力稳定可减少夹紧误差
( 3 )夹紧装置的复杂程度与生产类型相适应
工件的生产批量越大,允许设计越复杂、效率越高的夹紧装置
( 4 )工艺性好,使用性好
其结构应尽量简单,便于制造和维修;尽可能使用标准夹具零部件;操作方便、安全、省力
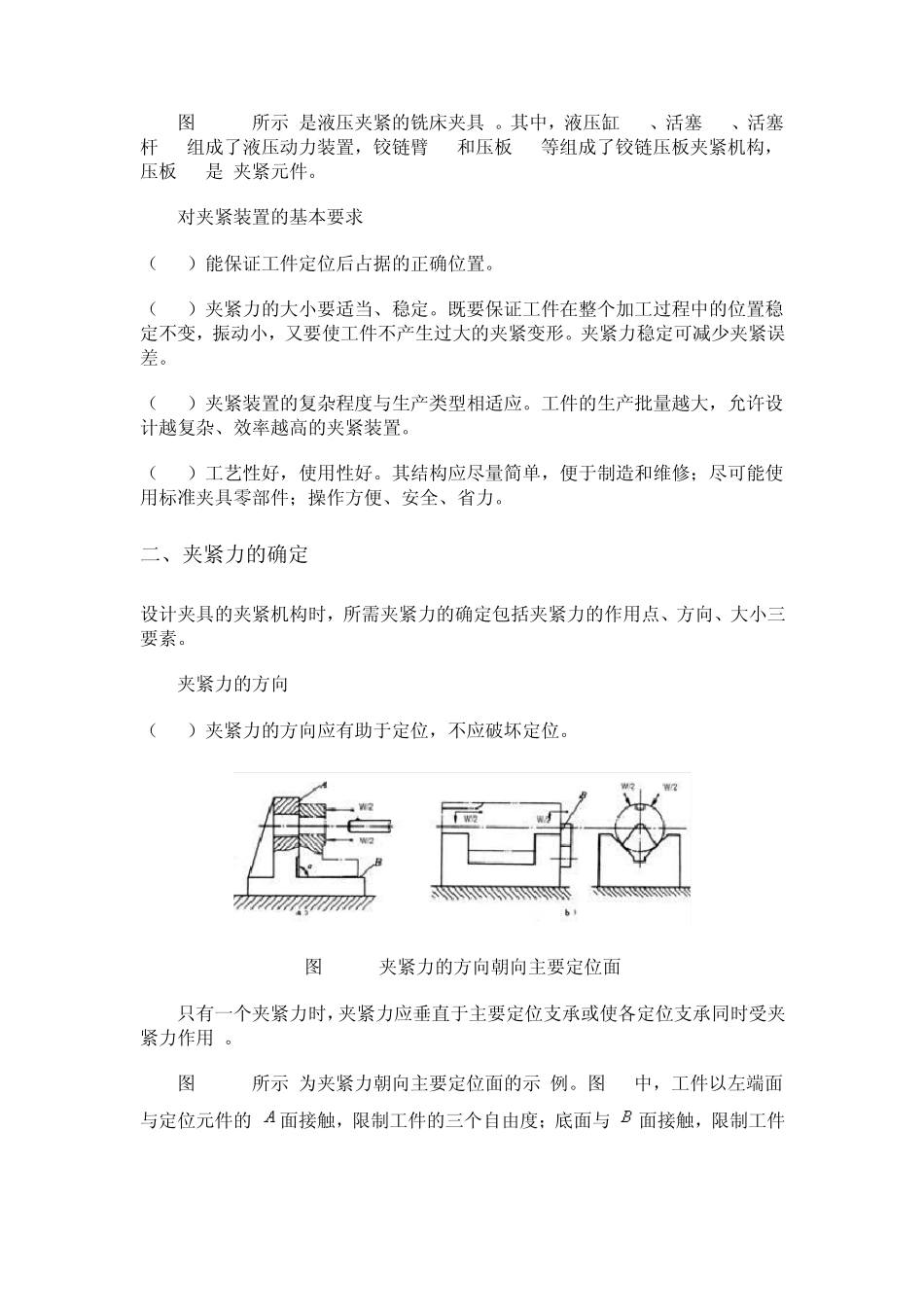
二、夹紧力的确定 设计夹具的夹紧机构时,所需夹紧力的确定包括夹紧力的作用点、方向、大小三要素