奥铃工厂新采购订单模式的推广应用 1 新采购订单模式提出的背景 1
1 随着TPS 和7+3 订单管理的深入推进,要求制造周期既要缩短,零部件又要满足准时化生产
2 奥铃工厂生产规模由2008 年的12 万辆扩大到2009 年的24 万辆,2010 年计划30 万辆,生产规模的迅速扩大,零部件需求量也随之增长,而宝供物流库房仓储面积受限; 1
3 物流管理改善的需求,在尽可能低的物流总成本下,达到信息同步传递、质量保全、库存最低、交货期最短的目的
2 采购订单模式现状 2
1 现采购订单模式:现采购订单有 4 种模式:直上工位(实际为日订单)、后补充式、库存+三日订单补货、特殊订单;而库存策略是每家供应商按照上述合适的采购订单模式供货并建立库存
2 存在问题: 2
1 直上工位(日供货)模式送验看板的生成依据的是总装的配料看板,信息滞后
2 零部件的供应商系数轮换,是每日一轮换,结果是,三日订单发布当天,多家供货的供应商不知道自己的零部件用多少,信息滞后
3 除了直上工位(实际为日订单)供应商外,能够满足7+3 订单规则的供应商,也按照补货方式供货,造成库存较大
4 按照该采购订单模式和库存策略实施后,造成一个图号多家供货的则建立多份库存,致使出现以下问题:库存较大、积压风险加大、仓储拥挤、物流不畅、不能做到先进先出,库房管理难度加大
3 、新采购订单模式简述 3
1 新采购订单模式是建立在一个图号设一个库存策略的基础上的,采购订单有以下9种::直上工位式、日供货式、安全库存+日供货式、三日供货式、安全库存+三日供货式、库存+三日订单补货式、箱式看板式、后补充式、特殊订单式九种
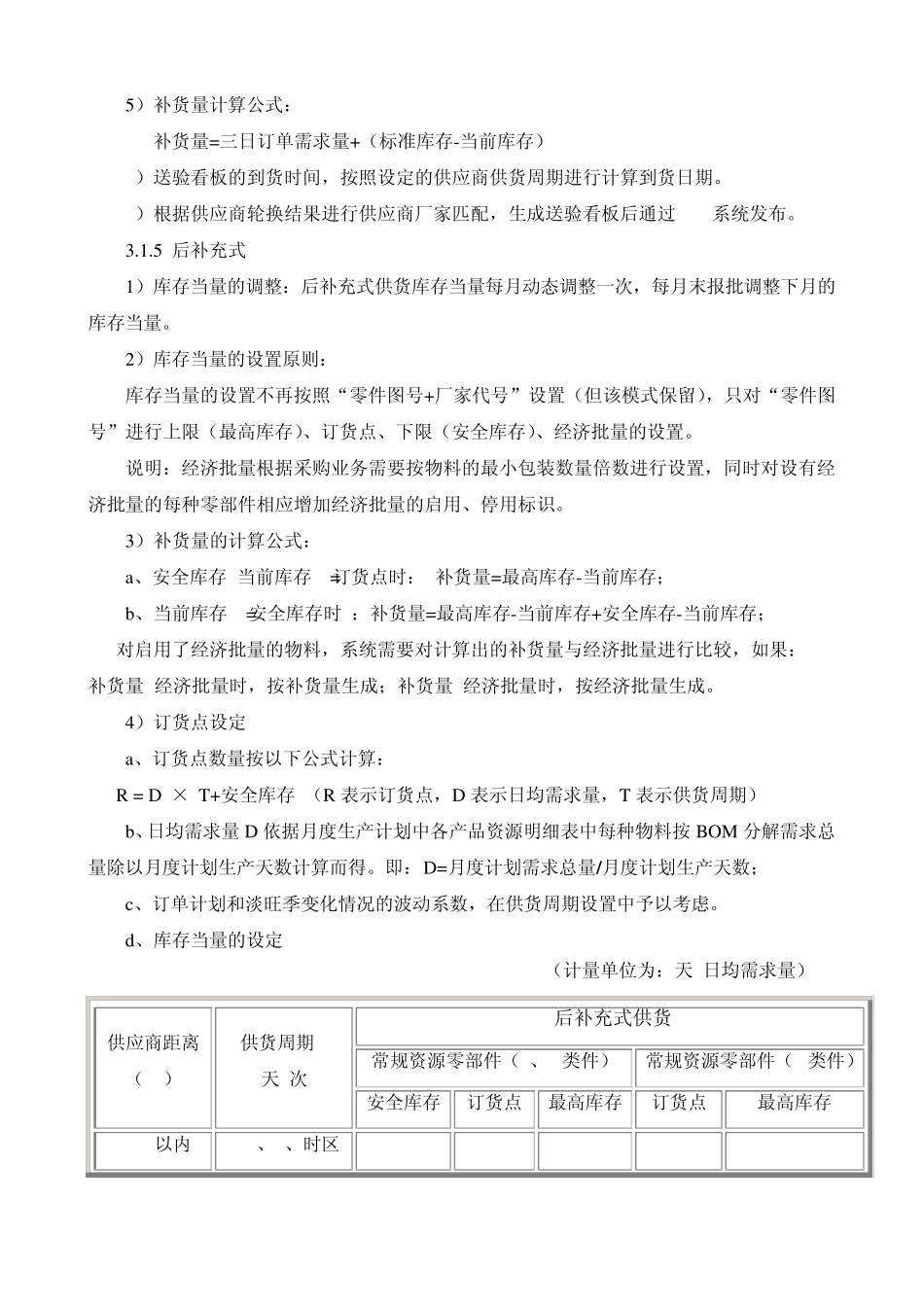
1 直上工位式 1)供应商按照送验看板的时间提前总装 1 个时区配送上线; 2)诸城属地供应商逐步实施直上工位供货模式; 3)距离一百公里