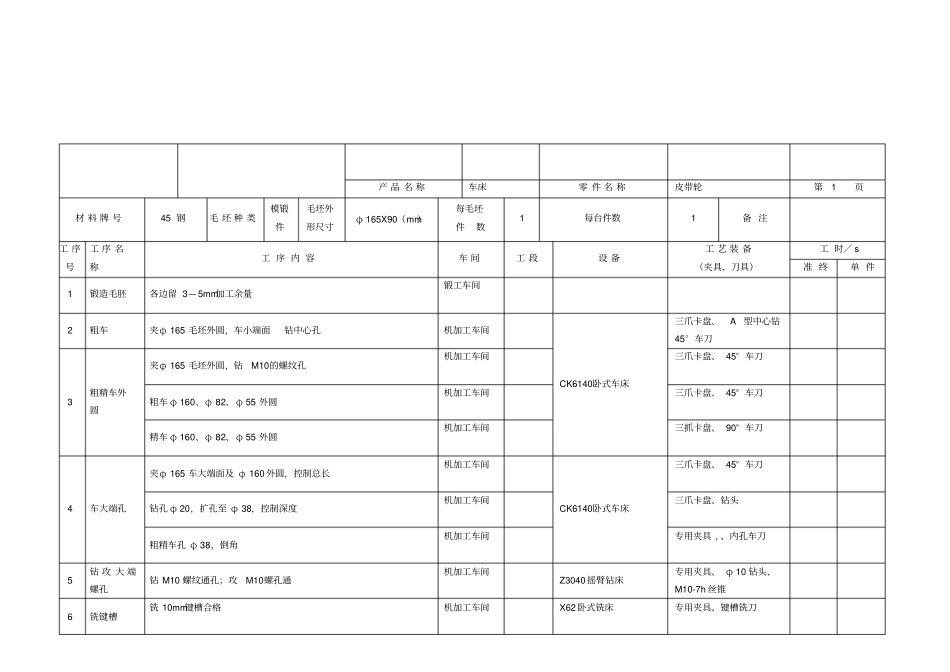
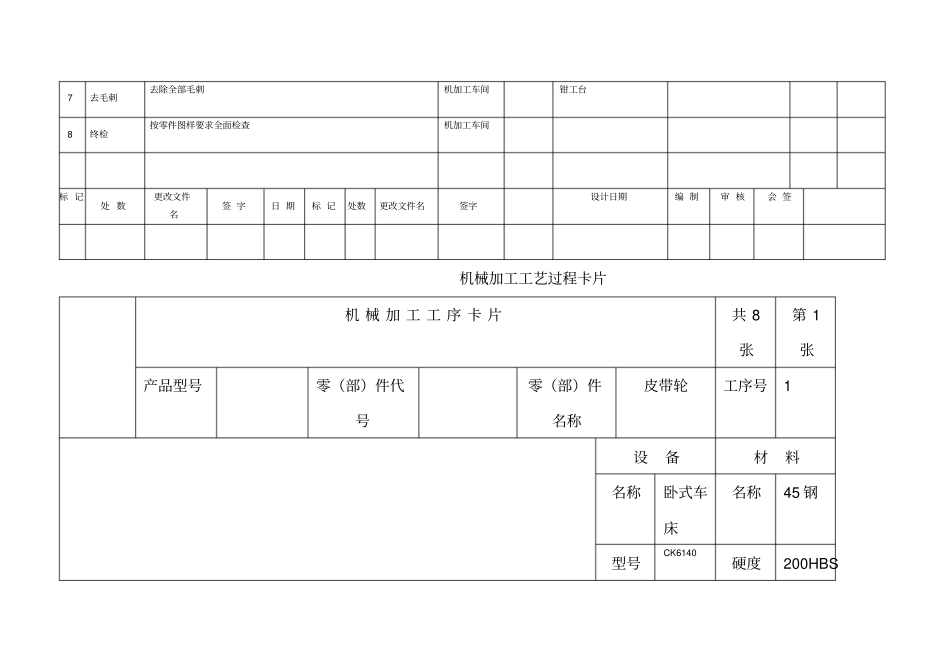
产 品 名 称车床零 件 名 称皮带轮第 1 页材 料 牌 号45 钢毛 坯 种 类模锻件毛坯外形尺寸φ 165X90(mm)每毛坯件数1 每台件数1 备 注工 序号工 序 名称工 序 内 容车 间工 段设 备工 艺 装 备(夹具、刀具)工 时/ s 准 终单 件1 锻造毛胚各边留 3— 5mm加工余量锻工车间2 粗车夹φ 165 毛坯外圆,车小端面钻中心孔机加工车间CK6140卧式车床三爪卡盘、 A型中心钻45° 车刀3 粗精车外圆夹φ 165 毛坯外圆,钻M10的螺纹孔机加工车间三爪卡盘、 45° 车刀粗车 φ 160、φ 82、 φ 55 外圆机加工车间三爪卡盘、 45° 车刀精车 φ 160、φ 82、 φ 55 外圆机加工车间三抓卡盘、 90° 车刀4 车大端孔夹φ 165 车大端面及 φ 160 外圆,控制总长机加工车间CK6140卧式车床三爪卡盘、 45° 车刀钻孔 φ 20,扩孔至 φ 38,控制深度机加工车间三爪卡盘、钻头粗精车孔 φ 38,倒角机加工车间专用夹具 , 、内孔车刀5 钻 攻 大 端螺孔钻 M10 螺纹通孔;攻M10螺孔通机加工车间Z3040 摇臂钻床专用夹具、 φ 10 钻头、M10-7h 丝锥6 铣键槽铣 10mm键槽合格机加工车间X62卧式铣床专用夹具、键槽铣刀机械加工工艺过程卡片机 械 加 工 工 序 卡 片共 8 张第 1 张产品型号零(部)件代号零(部)件名称皮带轮工序号1 设备材料名称卧式车床名称45 钢型号CK6140硬度200HBS 7 去毛刺去除全部毛刺机加工车间钳工台8 终检按零件图样要求全面检查机加工车间标 记处 数更改文件名签 字日 期标 记处数更改文件名签字设计日期编 制审 核会 签夹具名称、编号三爪卡盘刀 具量 具辅 具名 称规格名称规格名称规格车刀45°游标卡尺0
02 技术等级工 时 定 额班产量准备及终结时