加工中心的刀库形式与自动换刀程序的调试一、实训目的(1)了解加工中心的各种刀库形式;(2)了解机械手换刀的基本动作组成;(3)掌握加工中心自动换刀程序的编写与调试运行;二、预习要求认真阅读加工中心组成、换刀装置、自动换刀程序的编写等章节内容
三、实训理论基础1.加工中心的刀库形式加工中心刀库的形式很多,结构各异
常用的刀库有鼓轮式和链式刀库两种
图11-1鼓轮式刀库(a)径向取刀形式(b)轴向取刀形式(c)径向布置形式(d)角度布置形式鼓轮式刀库结构简单,紧凑,应用较多
一般存放刀具不超过32把
见图11-1
径向取刀形式(a)多用于使用斗笠式刀库的立式加工中心和使用角度布置的机械手换刀装置的加工中心;形式(b)应用比较广泛,可用于立式和卧式加工中心,换刀可用机械手或直接主轴移动式换刀
由于从布局设计方面的考虑,鼓轮式刀库一般都采用侧向安装的结构形式,若用于机械手平行布置的加工中心时,刀库中的刀袋(座)通常在换刀工作位可作90o翻转
形式(c)多用于小型钻削中心;形式(d)一般用于专用加工中心
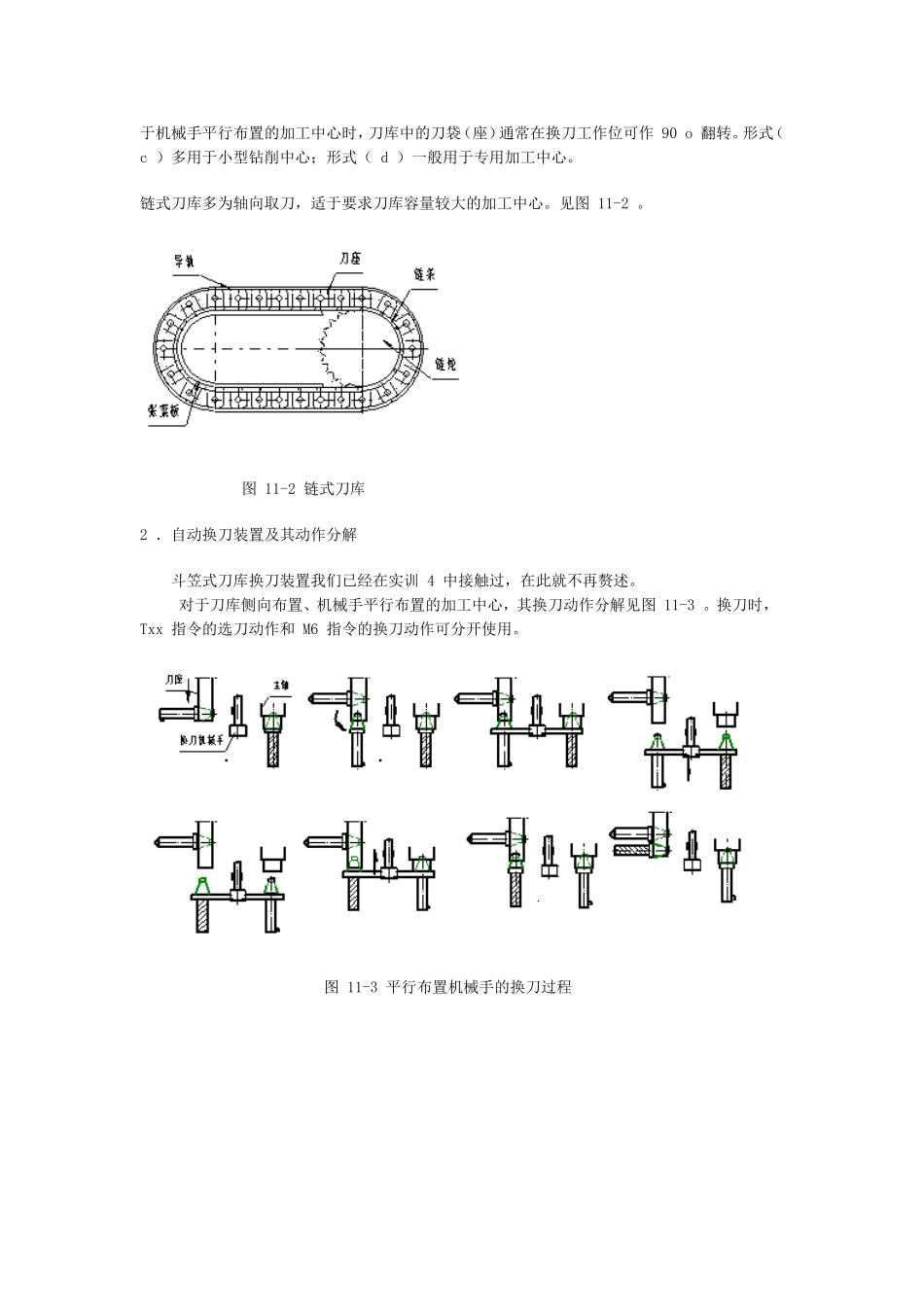
链式刀库多为轴向取刀,适于要求刀库容量较大的加工中心
见图11-2
图11-2链式刀库2.自动换刀装置及其动作分解斗笠式刀库换刀装置我们已经在实训4中接触过,在此就不再赘述
对于刀库侧向布置、机械手平行布置的加工中心,其换刀动作分解见图11-3
换刀时,Txx指令的选刀动作和M6指令的换刀动作可分开使用
图11-3平行布置机械手的换刀过程图11-4角度布置机械手的换刀过程对于刀库侧向布置、机械手角度布置的加工中心,其换刀动作分解见图11-4
机械手换刀装置的自动换刀动作如下:(1)主轴端:主轴箱回到最高处(Z坐标零点),同时实现“主轴准停”
即主轴停止回转并准确停止在一个固定不变的角度方位上,保证主轴端面的键也在一个固定的方位,使刀柄上的键槽能恰好对正端面键
刀库端:刀库旋转选刀,将