下载后可任意编辑 发布日期: 实施日期: 发 放 号: 编制/日期: 审核/日期: 批准/日期: 会签/日期: 修订状态栏1 目的 : 保证模具装/卸和吊运过程根据正确流程进行, 确保人员、 设备、 模具的安全
修订后版次修订前版次修订内容修订日期签字下载后可任意编辑2 范围 适用双英公司所有塑料模具的装模工序和拆模和吊运作业
3 职责 4
1 工艺员负责本指导书中塑料模的安装、 拆卸与吊运工作; 4
2 班组长负责模具安装、 拆卸工作完成的确认
4 模具安装流程1
工艺员必须确保模具名牌上产品名称与生产产品的名称相符; 2
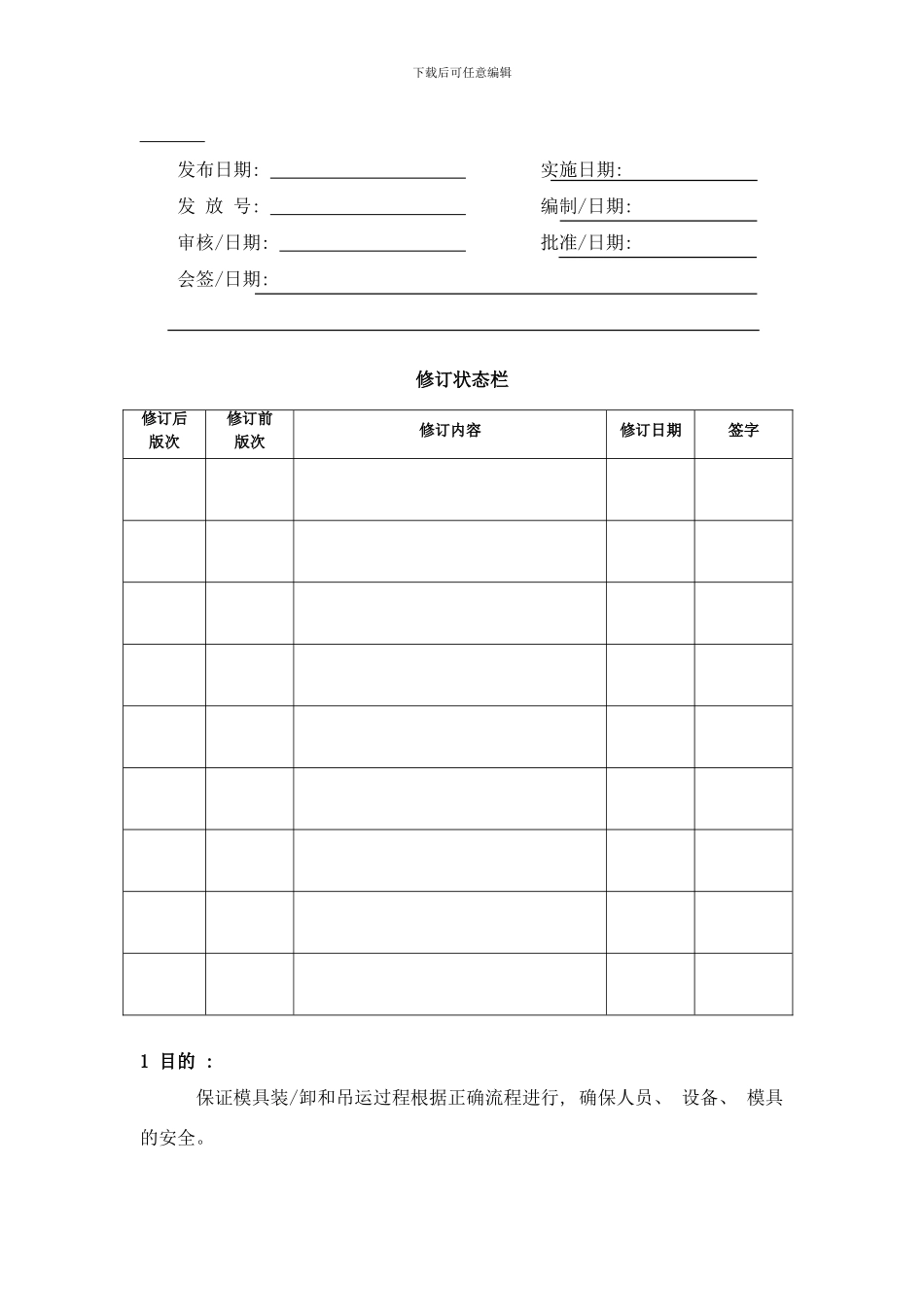
检查模具运输吊环是否与模身拧紧; 3
吊运模具至注塑机设备内时, 应将行车( 天车) 调整至慢速档以避开损坏设备或模具, 禁止斜拉歪拽; 4
模具天侧( TOP 面) 应位于设备的正上方
模具定位圈应与所选设备定位孔口匹配; 5
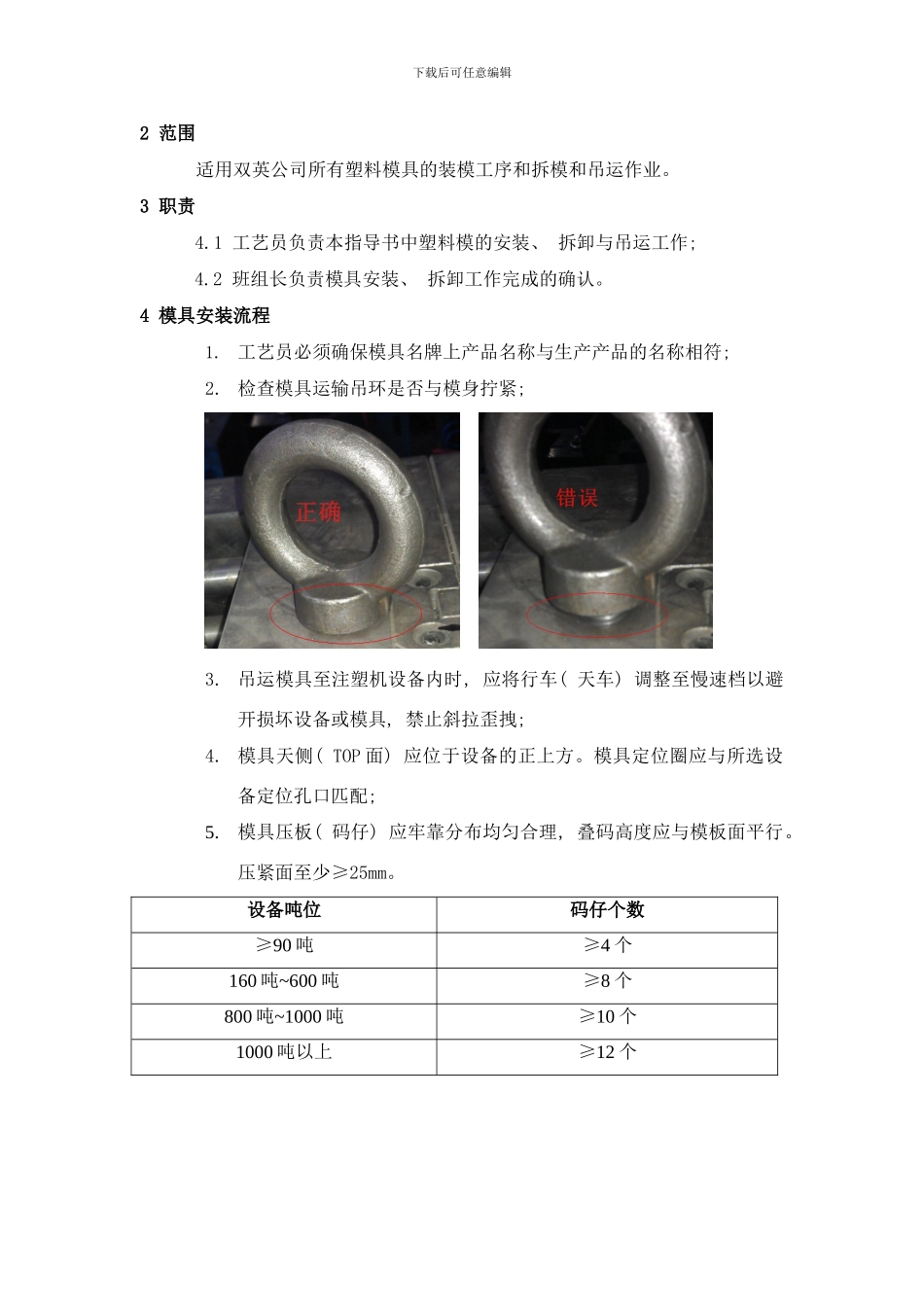
模具压板( 码仔) 应牢靠分布均匀合理, 叠码高度应与模板面平行
压紧面至少≥25mm
设备吨位码仔个数≥90 吨≥4 个160 吨~600 吨≥8 个800 吨~1000 吨≥10 个1000 吨以上≥12 个下载后可任意编辑6
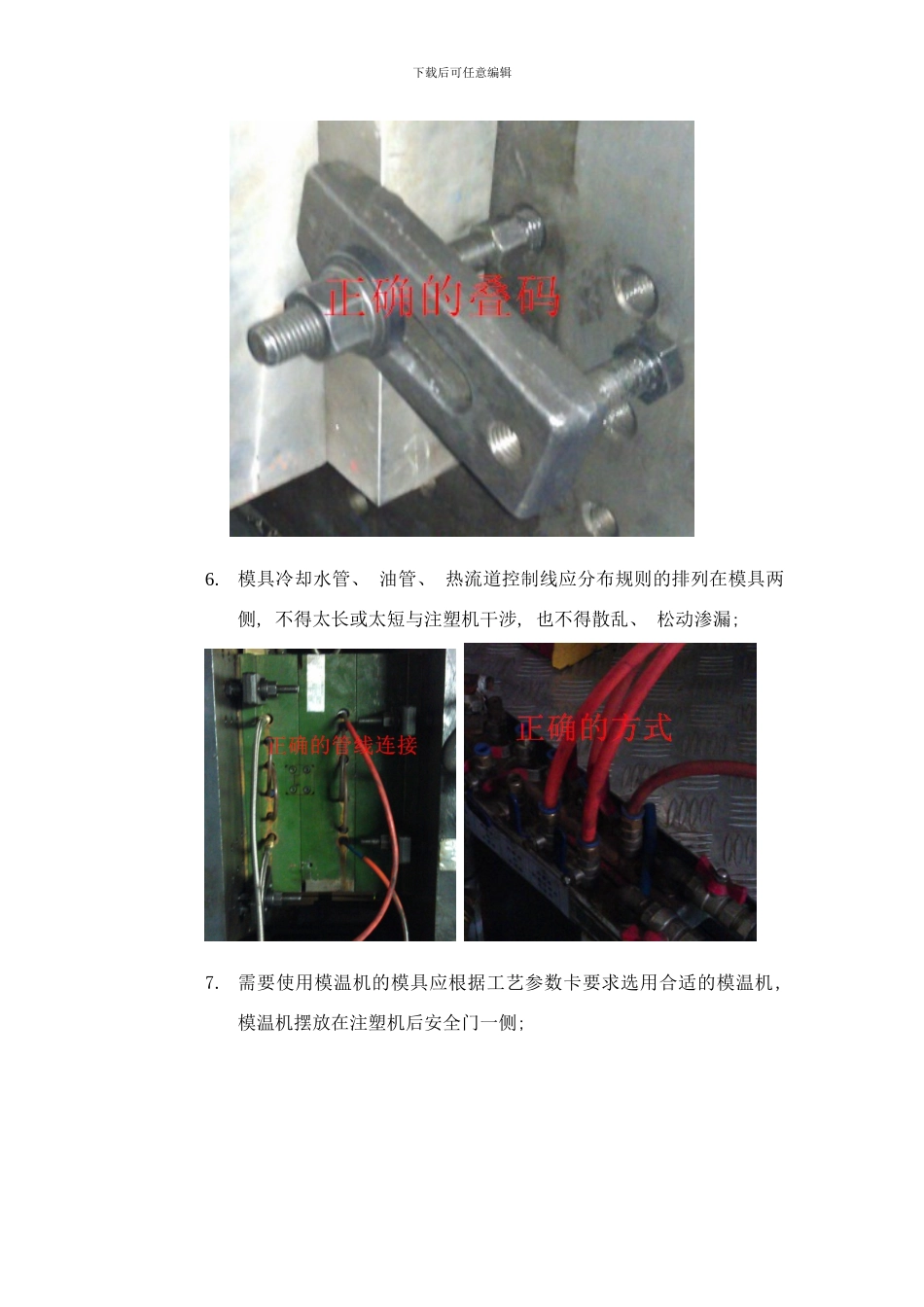
模具冷却水管、 油管、 热流道控制线应分布规则的排列在模具两侧, 不得太长或太短与注塑机干涉, 也不得散乱、 松动渗漏; 7
需要使用模温机的模具应根据工艺参数卡要求选用合适的模温机, 模温机摆放在注塑机后安全门一侧; 下载后可任意编辑8
含有行程保护开关的模具必须将行程线与设备接口连接好, 并在注塑机电脑的 I/O 或输入面检查行程是否有效; 9
打开锁模片固定螺丝并将锁模片固定到模具一侧后手动控制注塑机打开模具; 10
模具装好后《填写换模记录》整理不需要的工具, 并通知班组长检查确认无误后即可进行工艺调试
6 模具拆卸流程1
手动打开模具, 目视检测模腔内是否存在异物或水渍, 如有