下载后可任意编辑1
0 目 的 : 1
1 为 本 公 司 的 焊 接 作 业 员 提 供 操 作 指 引
0 适 用 范 围 : 适 用 于 本 公 司 焊 接 岗 位 操 作 的 工 作 人 员
0 权 责 : 3
1 作 业 员 : 严 格 执 行 作 业 法 律 规 范, 遵 守 作 业 章程 ; 3
2 焊 接 技 师 : 督 导 培 训 作 业 员 以 公 司 的 要 求 而 实现 作 业 过 程 ; 3
3 组 长 : 协 助 技 师 完 成 各 项 管 理 工 作
0 内 容 : 4
1 开 机 前 检 查 4
1 依 据 设 备 点 检 表 , 对 设 备 进 行 全 面 点 检
1 检查机器周围及以工作台面是否有人或有碍 工 作 之 物 ; 4
2 检查空气压力是否达到机器所需求压力( 不 底 于 0
5Mpa) 4
3 检查机床电源是否正常、 手线、 地线是否 处 于 接 地 状 态
4 检 查 机 床 所 有 部 位 是 否 有 松 动 现 象
5 起 动 机 床 马 达, 检 查 机 器 运 行 是 否 有 异 声, 核 对 电 流 、 电 压 , 并 检 查 水 箱 工 作是 否 正 常4
6 检查各按钮是否正常起合, 并采纳试片进行 测 试
( 具 体 参 数 见 4
4 参 数 控 制 ) 4
2 加 工 前 的 准 备 4
1 半成品准备好, 加工所需产品的SOP, SIP 准备好
2 检验图纸与物料员提供之零件是否一致
料 号 和 版 本 是 否 为 需 求
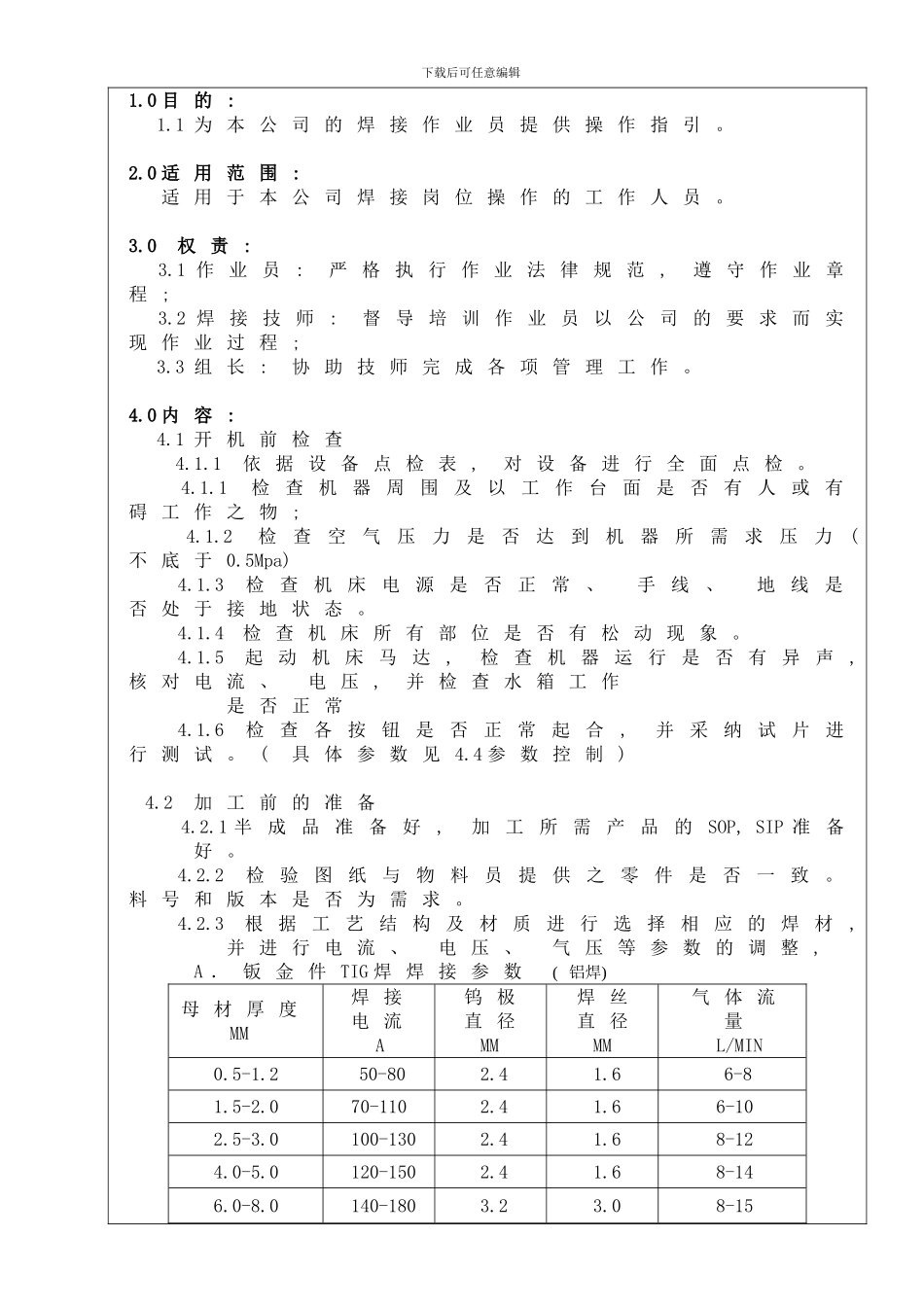
3 根 据 工 艺 结 构 及 材 质 进 行 选 择 相 应 的 焊 材, 并 进 行 电 流 、 电 压 、 气 压 等 参 数 的 调 整 , A . 钣 金 件 TIG 焊 焊 接