无2010年3月5日蜡油加氢裂化装置事故开停工过程分析一装置停工原因1
106-K-102背压蒸汽压力达到4
3MPa,造成汽轮机出口背压蒸汽线上安全阀(放空口为一向下弯头)起跳,并且安全阀未能及时复位,现场大量蒸汽喷向地面并向四周扩散,操作人员无法靠近,不能准确判断具体的泄漏位置,同时避免对系统蒸汽供应产生影响,操作人员在109单元关闭进106装置的9
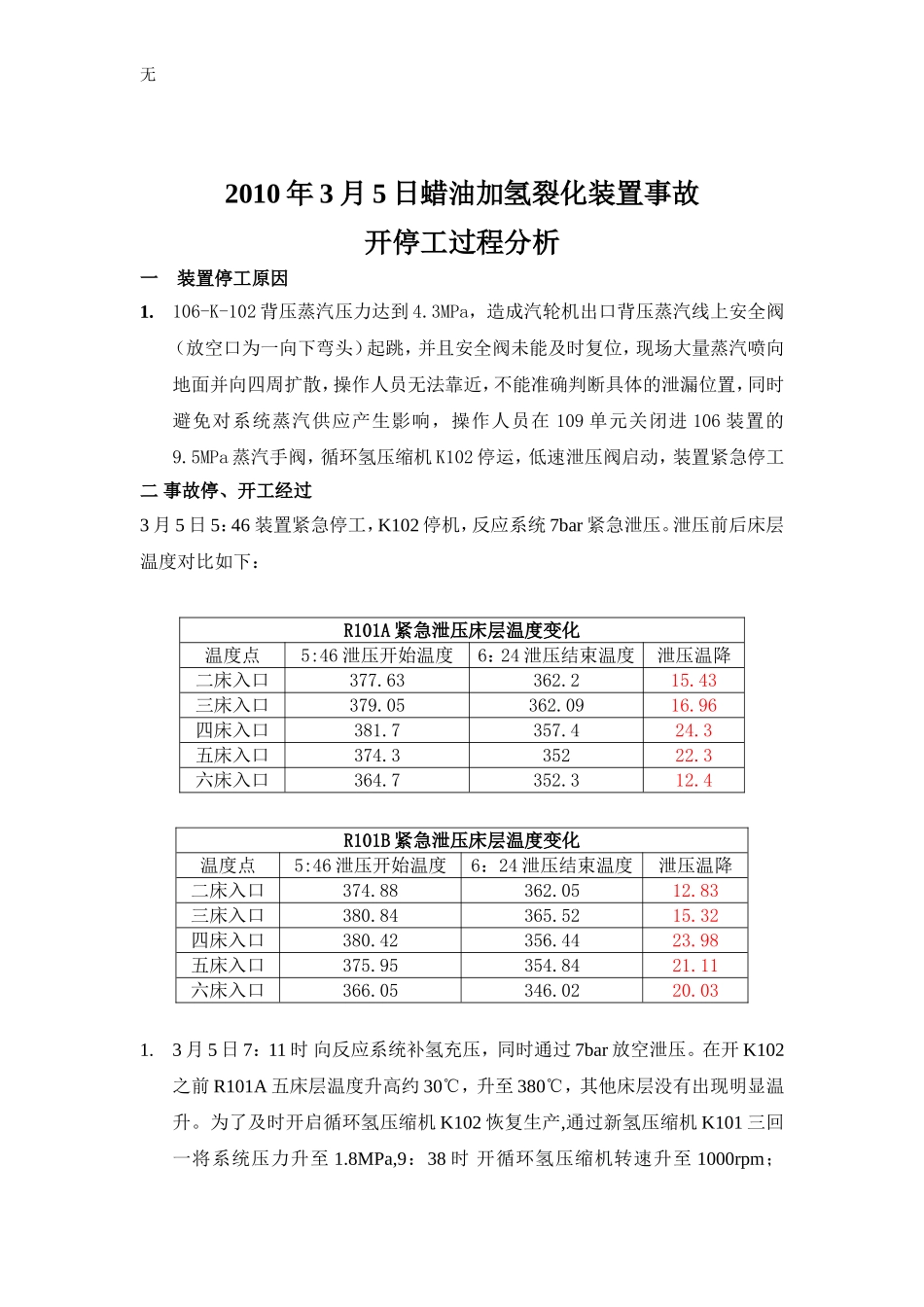
5MPa蒸汽手阀,循环氢压缩机K102停运,低速泄压阀启动,装置紧急停工二事故停、开工经过3月5日5:46装置紧急停工,K102停机,反应系统7bar紧急泄压
泄压前后床层温度对比如下:R101A紧急泄压床层温度变化温度点5:46泄压开始温度6:24泄压结束温度泄压温降二床入口377
43三床入口379
96四床入口381
3五床入口374
335222
3六床入口364
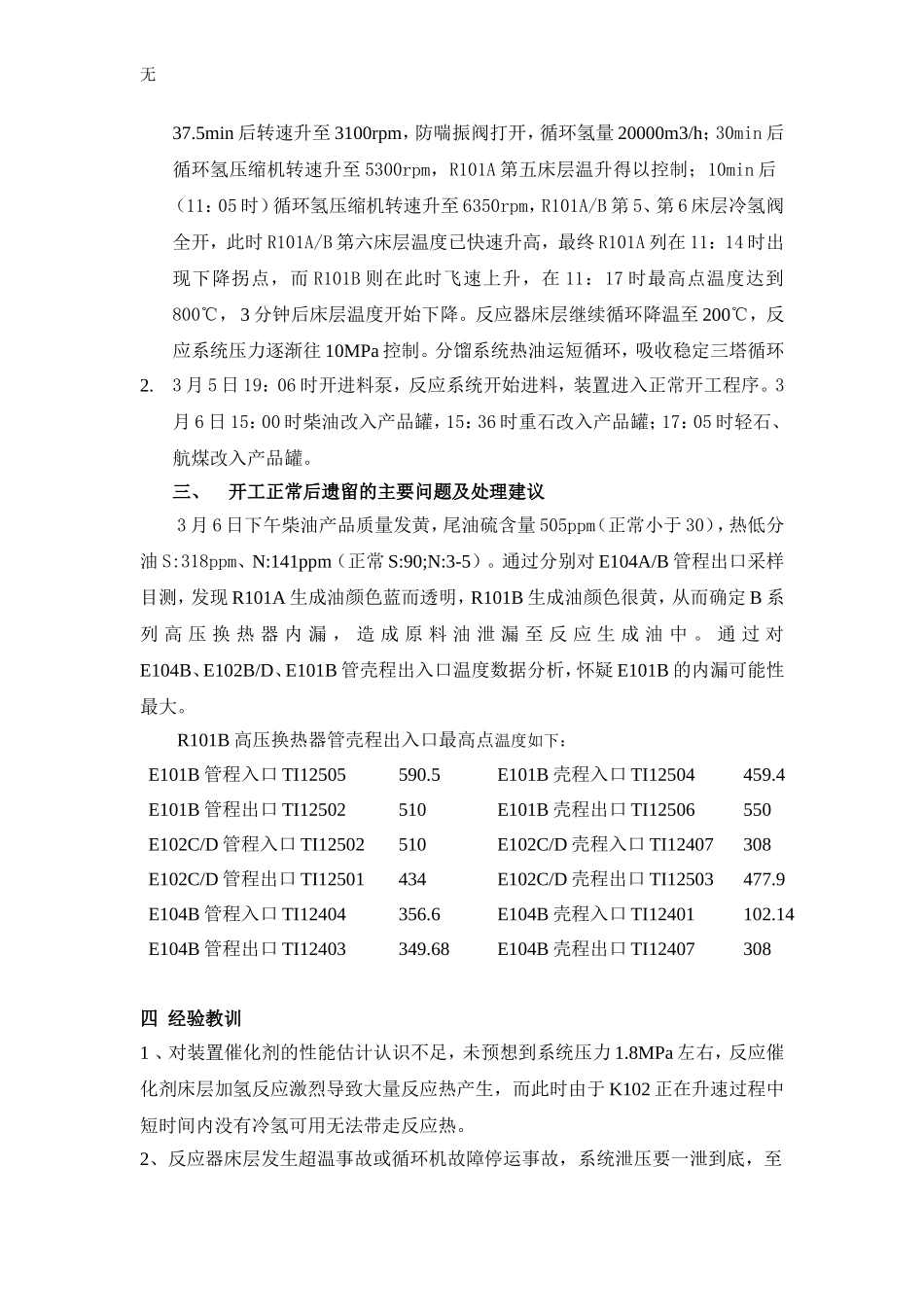
4R101B紧急泄压床层温度变化温度点5:46泄压开始温度6:24泄压结束温度泄压温降二床入口374
83三床入口380
32四床入口380
98五床入口375
11六床入口366
3月5日7:11时向反应系统补氢充压,同时通过7bar放空泄压
在开K102之前R101A五床层温度升高约30℃,升至380℃,其他床层没有出现明显温升
为了及时开启循环氢压缩机K102恢复生产,通过新氢压缩机K101三回一将系统压力升至1
8MPa,9:38时开循环氢压缩机转速升至1000rpm;无37
5min后转速升至3100rpm,防喘振阀打开,循环氢量20000m3/h;30min后循环氢压缩机转速升至5300rpm,R101A第五床层温升得以控制;10min后(11:05