下载后可任意编辑钢筋电渣压力焊技术交底12024 年 4 月 19 日下载后可任意编辑技 术 交 底 记 录工程名称曦城花语小区四区22#、25#、26#楼及地下车库四交底部位电渣压力焊 工程编号日期
27 交底内容:一、施工准备1、技术准备(1)施工图纸会审已完成,各项技术保证措施、钢筋施工方案已审批,项目技术负责人根据施工方案已进行安全、质量、技术交底
(2)在工程施工前,对进场钢筋进行焊接工艺试验(可焊性)
可焊性试验、工艺检验合格后方可进行焊接施工
(3)参加电渣压力焊施工的人员已进行技术培训,已考核合格且持证上岗操作
2、材料准备(1)根据设计要求,工程所用钢筋种类、规格必须符合要求,并经检验合格
(2)焊剂的性能应符合 GB5293 碳素钢埋弧焊用焊剂的规定
焊剂应有出厂合格证
3、机具准备手工电渣压力焊设备:焊接电源、控制箱、焊剂夹具等
4、作业条件(1)钢筋进场后经检查有出厂质量证明、复试报告,并按施工平面图指定的位置,按规格、使用部位、编号分别堆放
(2)电源及机具设备符合使用要求
(3)作业现场有安全防护措施
(4)钢筋端头已用无齿锯切割,且端头齐平,无马蹄、飞边等,钢筋焊接的部位和电极钳口接触区域钢筋表面必须洁净
(5)焊工必须持有有效的焊工考试合格证,且持证上岗
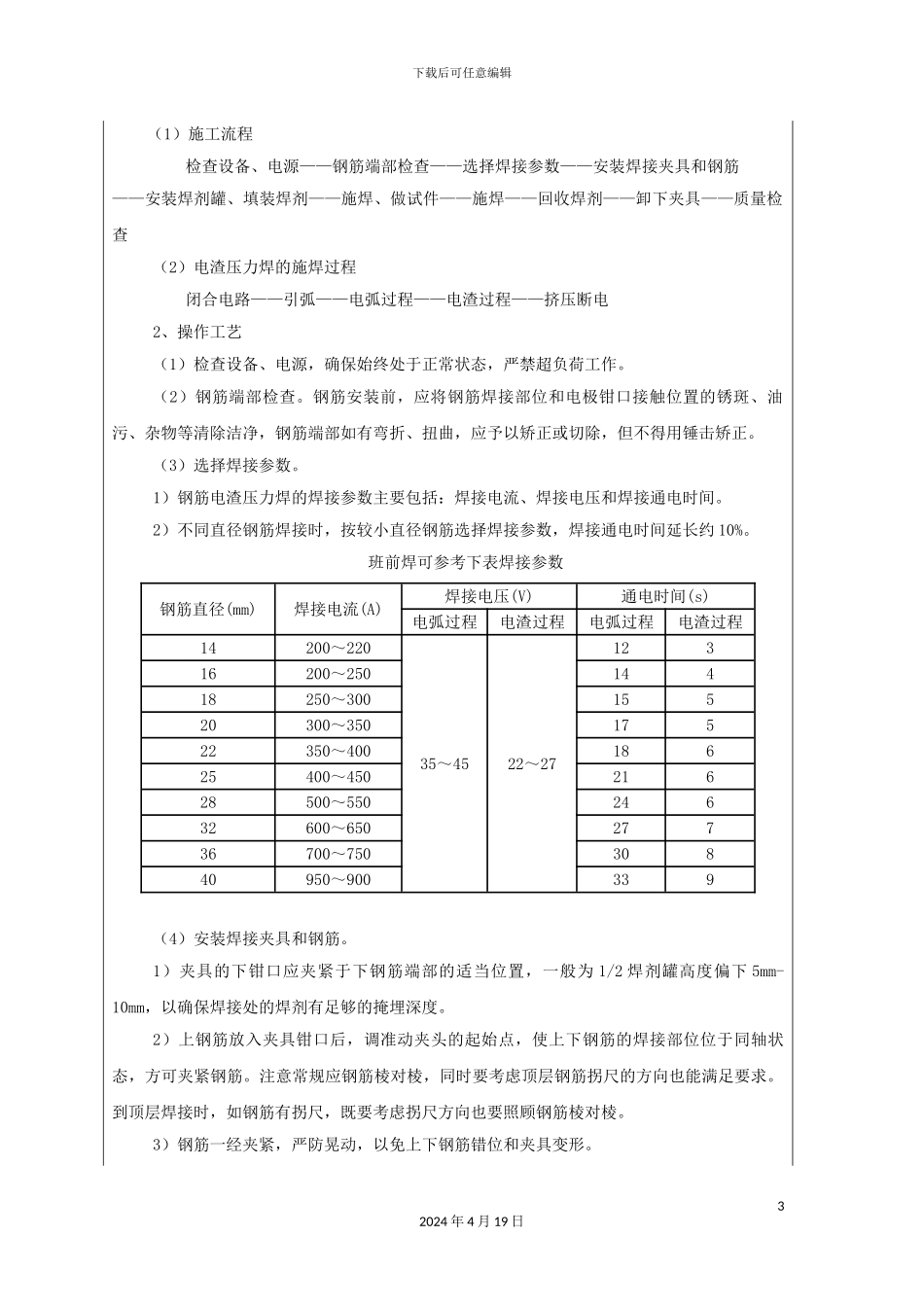
二、施工工艺1、工艺流程22024 年 4 月 19 日下载后可任意编辑(1)施工流程检查设备、电源——钢筋端部检查——选择焊接参数——安装焊接夹具和钢筋——安装焊剂罐、填装焊剂——施焊、做试件——施焊——回收焊剂——卸下夹具——质量检查(2)电渣压力焊的施焊过程闭合电路——引弧——电弧过程——电渣过程——挤压断电2、操作工艺(1)检查设备、电源,确保始终处于正常状态,严禁超负荷工作
(2)钢筋端部检查
钢筋安装前,应将钢筋焊接部位和电极钳口接触位置的锈斑、油污、杂物等清除洁净,钢筋端