下载后可任意编辑铣床作业指导书12024 年 4 月 19 日 深圳市项兵电子有限公司文件编号:MR-WI-生产-003版 本 号:A/0三 级 文 件页 数:1 of 5铣床作业指导书修 订 记 录日期页次版次修订内容概要 /2/18 A/0首次发行批准审核拟制签名下载后可任意编辑12024 年 4 月 19 日下载后可任意编辑1
目的:法律规范铣床的正确操作、保养、减少损耗,保证机器的精准度
使产品质量稳定,符合品质要求
范围:适用于本公司铣床的正确操作管理
1 铣床操机负责铣床的具体操作,加工参数的设定与校准,以及日常保养维护
2 制造主管负责对铣床操机进行生产计划安排,加工零件不良分析确认
以及改进对策的落实跟进
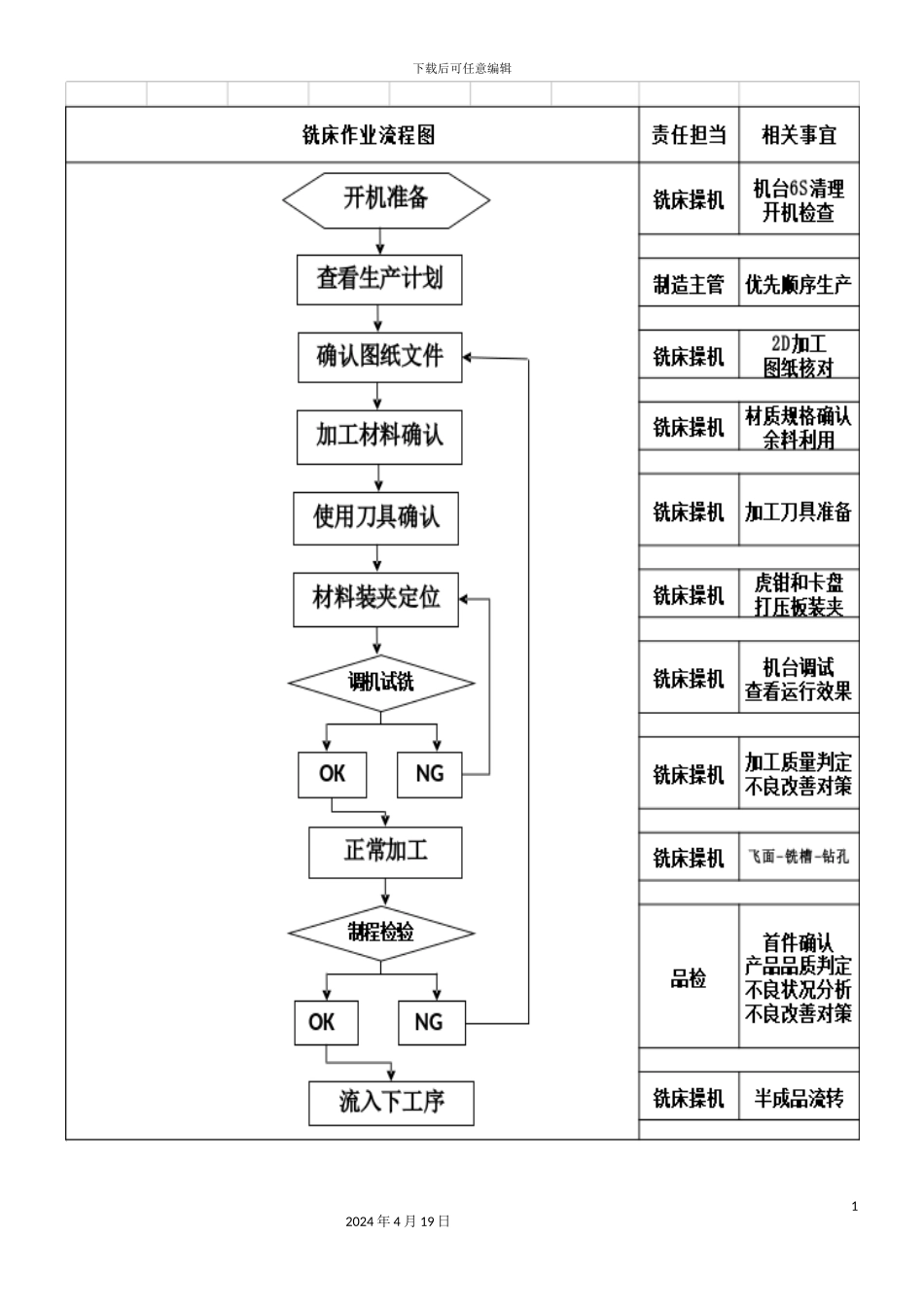
1 开机准备4
1 开机前先检查机器周围有无障碍物品存在,仔细做好设备的加油润滑工作,确保能夠正常使用
2 开机前仔细检查设备的各部位、手柄、变速排挡,确保处在合理位置,发现故障应及时修理
2 查看工单排程4
1 制造主管依据计划排程的优先顺序和订单交期紧急情况,以及材料的准备情况安排铣床生产
3 确认图纸文件22024 年 4 月 19 日下载后可任意编辑 4
1 铣床操机接到 2D 加工图纸后,应及时确认图纸各尺寸标注是否齐全,如有疑问及时沟通解决
4 加工材料确认 4
1 加工时根据工单上材质的要求选用合适材料,注意材料的利用率,小面积加工必须使用余料
5 使用刀具确认4
1 加工时根据工艺要求选择合适的刀具
面铣刀、立铣刀应用于平面加工;键槽铣刀,三面刃盘铣刀应用于键槽与台阶加工;牛鼻铣刀粗铣,球头刀精铣应用于三维曲面加工
2 加工不锈钢材料时选用飞刀粒和涂层合金刀,最好用涂黄色涂层的合金刀粒加工
加工时要慢速走刀,采纳逆铣方式从加工层向硬皮切削