下载后可任意编辑铸造水泵壳体缺陷修补焊接方案1
编制依据:[压力容器焊接规程]NB/T47015-
铸造水泵壳体缺陷类别:铸造过程中产生的裂纹、 孔洞和其它要求修补焊接的缺陷
铸造水泵壳体材料钢(牌)号: 06Cr18Ni9 (0Cr18Ni9);022Cr18Ni9 (00Cr19Ni10);06Cr17Ni12Mo2 (0Cr17Ni12Mo2);022Cr17Ni12Mo2 (00Cr17Ni14Mo2);06Cr13 (0Cr13), 马氏体;12Cr13 (1Cr13), 马氏体;20Cr13 (2Cr13), 马氏体
焊接方法:手工焊条电弧焊 GTAW
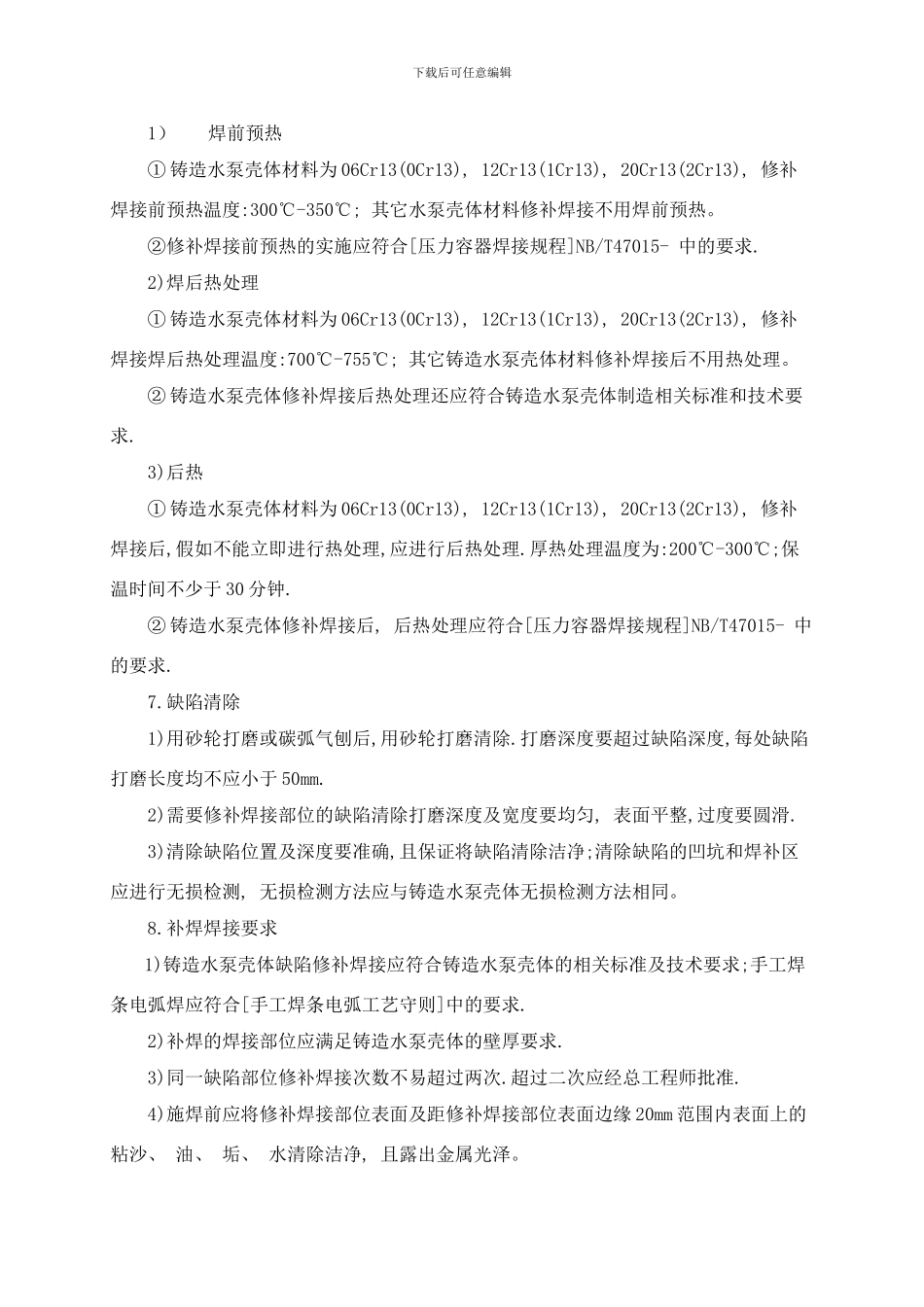
焊接材料1)焊接材料选用详见表 1
表 1 焊接材料选用2)焊条应符合[承压设备用焊接材料订货技术条件]NB/T47018
1 及 NB/T47018
2 中的要求,且应有产品质量证明书,并符合相应标准的规定
焊前预热, 焊后后热及热处理水 泵 外 壳 材 料焊 接 材 料焊条规格新钢(牌)号旧钢(牌)号焊条型号焊条牌号06Cr18Ni90Cr18Ni9E308-16A102φ3
0022Cr18Ni900Cr19Ni10E308L-16A002φ3
006Cr17Ni12Mo20Cr17Ni12Mo2E316-16A202φ3
0022Cr17Ni12Mo200Cr17Ni14Mo2E316L-16A022φ3
006Cr130Cr13E410-16G202φ3
012Cr131Cr13E410-16G202φ3
020Cr132Cr13E410-16G202φ3
0下载后可任意编辑1)焊前预热 ① 铸造水泵壳体材料为 06Cr13(0Cr13), 12Cr13(1Cr13), 20Cr13(2Cr13), 修补焊接前预