下载后可任意编辑1. 仔细检查工具和焊机等设备, 应符合《安全操作规程》中的各项规定, 做到安全生产
2. 铸件的裂纹、 气孔、 砂眼等缺陷的检查方法, 一般用肉眼观察
对于耐高温、 高压等关键产品, 必要时可用渗透法等无损探伤的方法检查
3. 铸件缺陷的清除一般使用气割、 碳弧气刨、 风铲和砂轮等方法进行
4. 碳弧气刨清除缺陷时要注意碳刨工艺4.1压缩空气的温度以室温为宜, 压力为 4~6 公斤/平方厘米; 4.2电弧长度应选择在 1~3 毫米为宜; 4.3碳棒伸出长度在 800~1000 毫米, 待烧剩到 30 毫米左右时停下调整; 4.4刨槽深度与碳棒倾角的选择如下表: 刨槽深度/m2
534567~8碳棒倾角 α25℃30℃35℃40℃45℃85℃4. 5 碳素钢、 普通低碳钢: 用直流反接法铸铁、 铜及其合金: 用直流正接5. 缺陷清除后的焊补坡口应是倾斜和圆滑过渡, 表面不得有棱角和毛刺坡口, 两侧氧化皮应清除
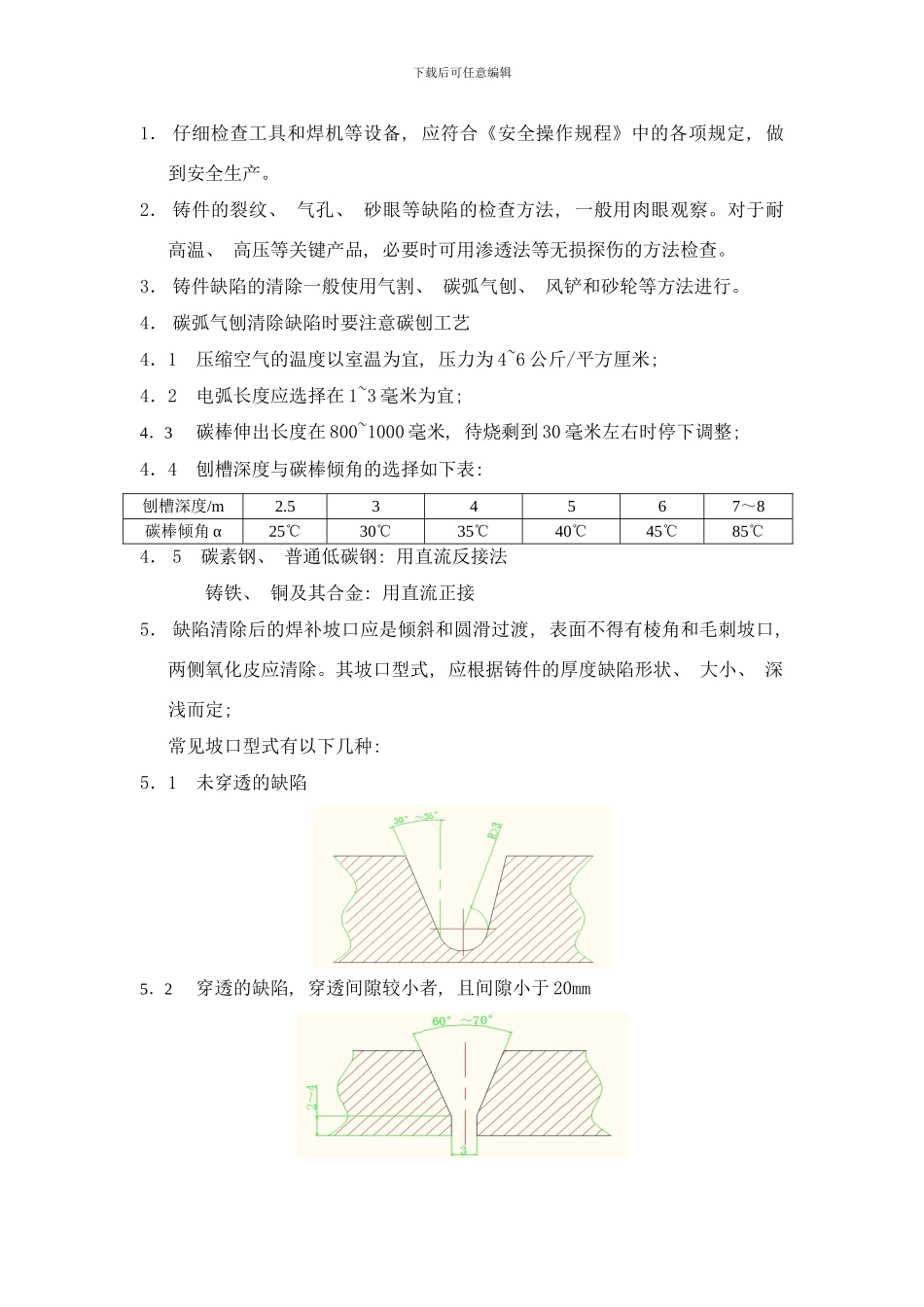
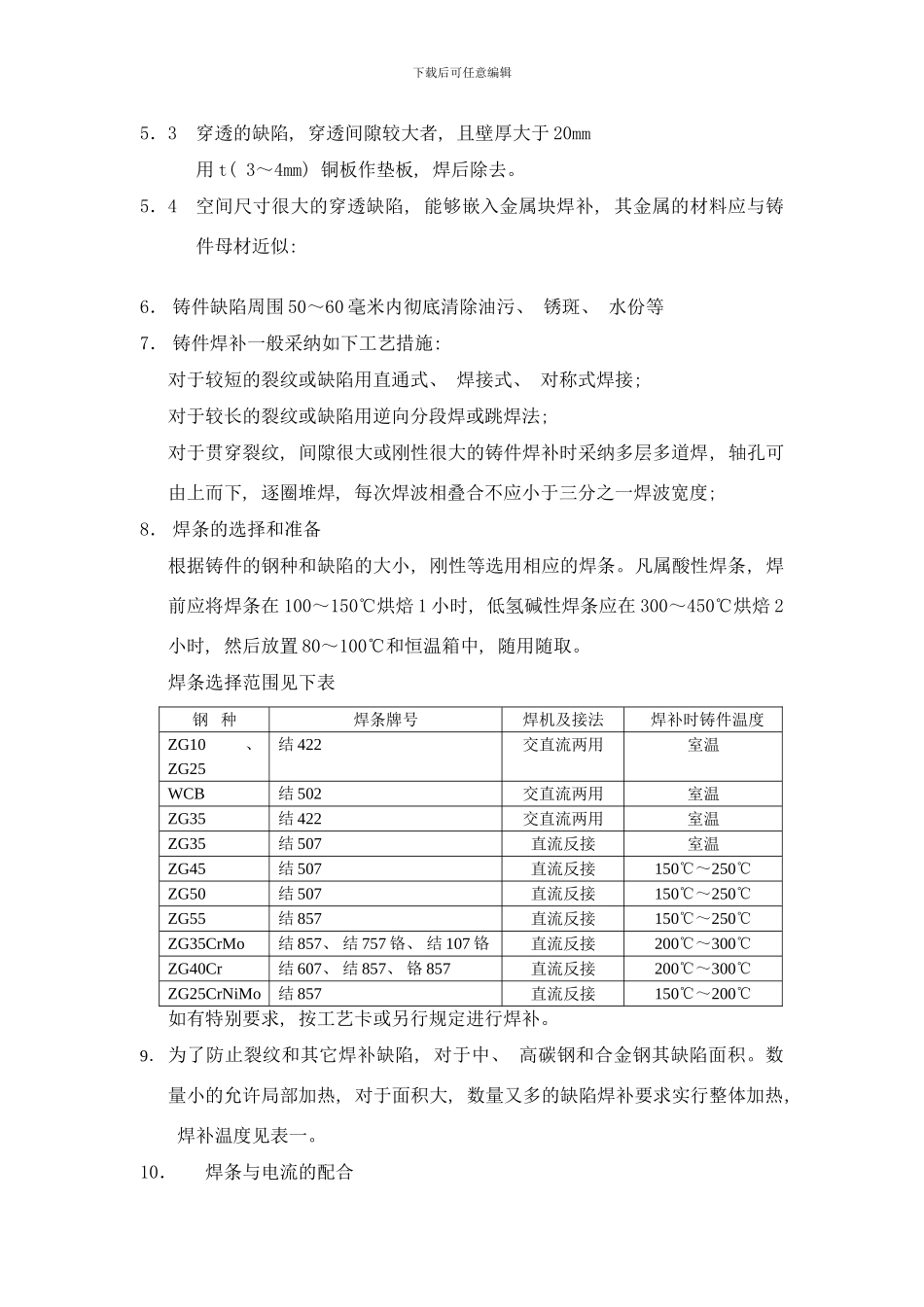
其坡口型式, 应根据铸件的厚度缺陷形状、 大小、 深浅而定; 常见坡口型式有以下几种: 5.1未穿透的缺陷5.2穿透的缺陷, 穿透间隙较小者, 且间隙小于 20mm下载后可任意编辑5.3穿透的缺陷, 穿透间隙较大者, 且壁厚大于 20mm用 t( 3~4mm) 铜板作垫板, 焊后除去
5.4空间尺寸很大的穿透缺陷, 能够嵌入金属块焊补, 其金属的材料应与铸件母材近似: 6. 铸件缺陷周围 50~60 毫米内彻底清除油污、 锈斑、 水份等7. 铸件焊补一般采纳如下工艺措施: 对于较短的裂纹或缺陷用直通式、 焊接式、 对称式焊接; 对于较长的裂纹或缺陷用逆向分段焊或跳焊法; 对于贯穿裂纹, 间隙很大或刚性很大的铸件焊补时采纳多层多道焊, 轴孔可由上而下, 逐圈堆焊, 每次焊波相叠合不应小于三分之一焊波宽度; 8. 焊条的选择和准备根据铸件的钢种和缺陷的大小