第一章 艉轴管、螺旋桨轴组件的制造和装配工艺及检验 第一节 艉轴管、螺旋桨轴组件的制造及检验(内场工程) 一、艉轴管泵压 艉轴管一般由前、中、后段三部分组成,前后端为铸钢件,中段为板件卷制而成,其相互间焊接联接
泵压前须检查电焊质量,板件焊缝UT 加着色探伤,铸钢件与板件焊缝着色探伤
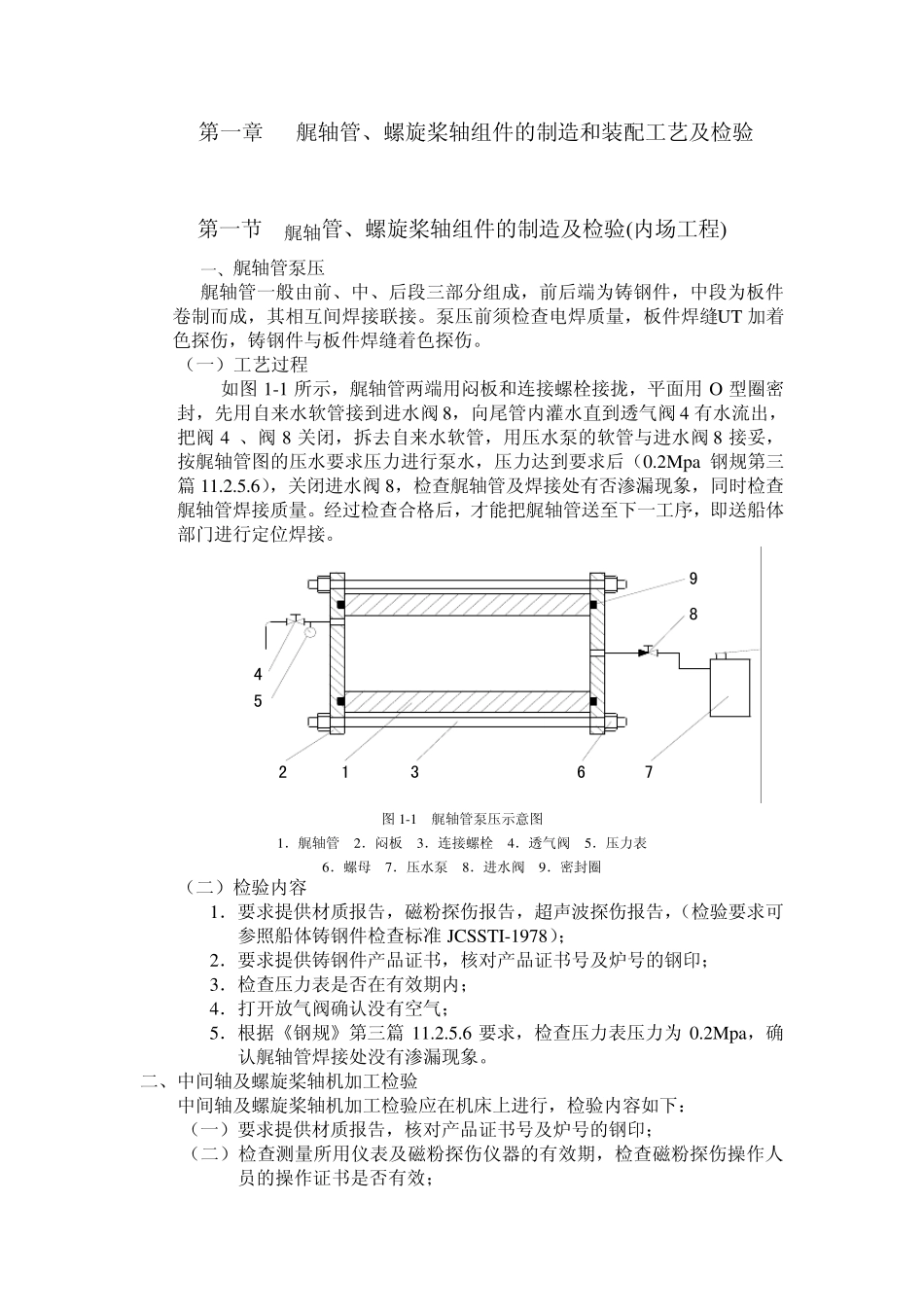
(一)工艺过程 如图 1-1 所示,艉轴管两端用闷板和连接螺栓接拢,平面用 O 型圈密封,先用自来水软管接到进水阀 8,向尾管内灌水直到透气阀 4 有水流出,把阀 4 、阀 8 关闭,拆去自来水软管,用压水泵的软管与进水阀 8 接妥,按艉轴管图的压水要求压力进行泵水,压力达到要求后(0
2Mpa 钢规第三篇 11
6),关闭进水阀 8,检查艉轴管及焊接处有否渗漏现象,同时检查艉轴管焊接质量
经过检查合格后,才能把艉轴管送至下一工序,即送船体部门进行定位焊接
图 1-1 艉轴管泵压示意图 1.艉轴管 2.闷板 3.连接螺栓 4.透气阀 5.压力表 6.螺母 7.压水泵 8.进水阀 9.密封圈 (二)检验内容 1.要求提供材质报告,磁粉探伤报告,超声波探伤报告,(检验要求可参照船体铸钢件检查标准 JCSSTI-1978); 2.要求提供铸钢件产品证书,核对产品证书号及炉号的钢印; 3.检查压力表是否在有效期内; 4.打开放气阀确认没有空气; 5.根据《钢规》第三篇 11
6 要求,检查压力表压力为 0
2Mpa,确认艉轴管焊接处没有渗漏现象
二、中间轴及螺旋桨轴机加工检验 中间轴及螺旋桨轴机加工检验应在机床上进行,检验内容如下: (一)要求提供材质报告,核对产品证书号及炉号的钢印; (二)检查测量所用仪表及磁粉探伤仪器的有效期,检查磁粉探伤操作人员的操作证书是否有效; 367984521(三)轴表面磁粉探伤检查,检查区域为: 1.螺旋桨轴锥度处; 2.法兰圆角处; 3.圆弧过