下载后可任意编辑回转塔身变位机技术协议书甲方: 湖南江麓重型装备有限公司乙方: 株洲华盛自动焊接装备有限公司 本技术协议书确定乙方向甲方提供 L 型焊接变位机 2 台,由乙方进行设备的设计、制造、安装、调试,验收合格后一次性交付甲方使用
为确保项目进度与质量,双方经过平等友好协商,达成如下技术协议
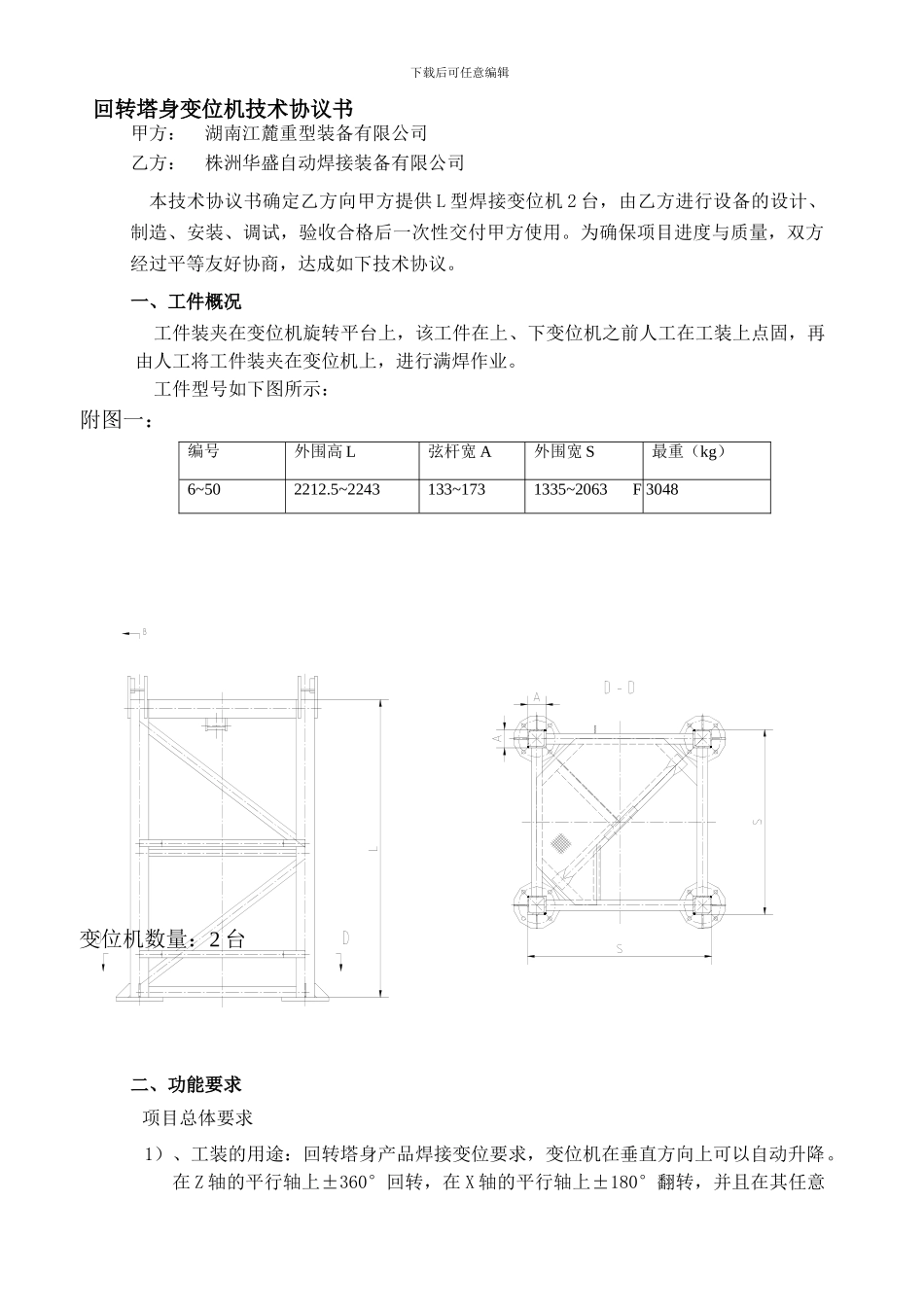
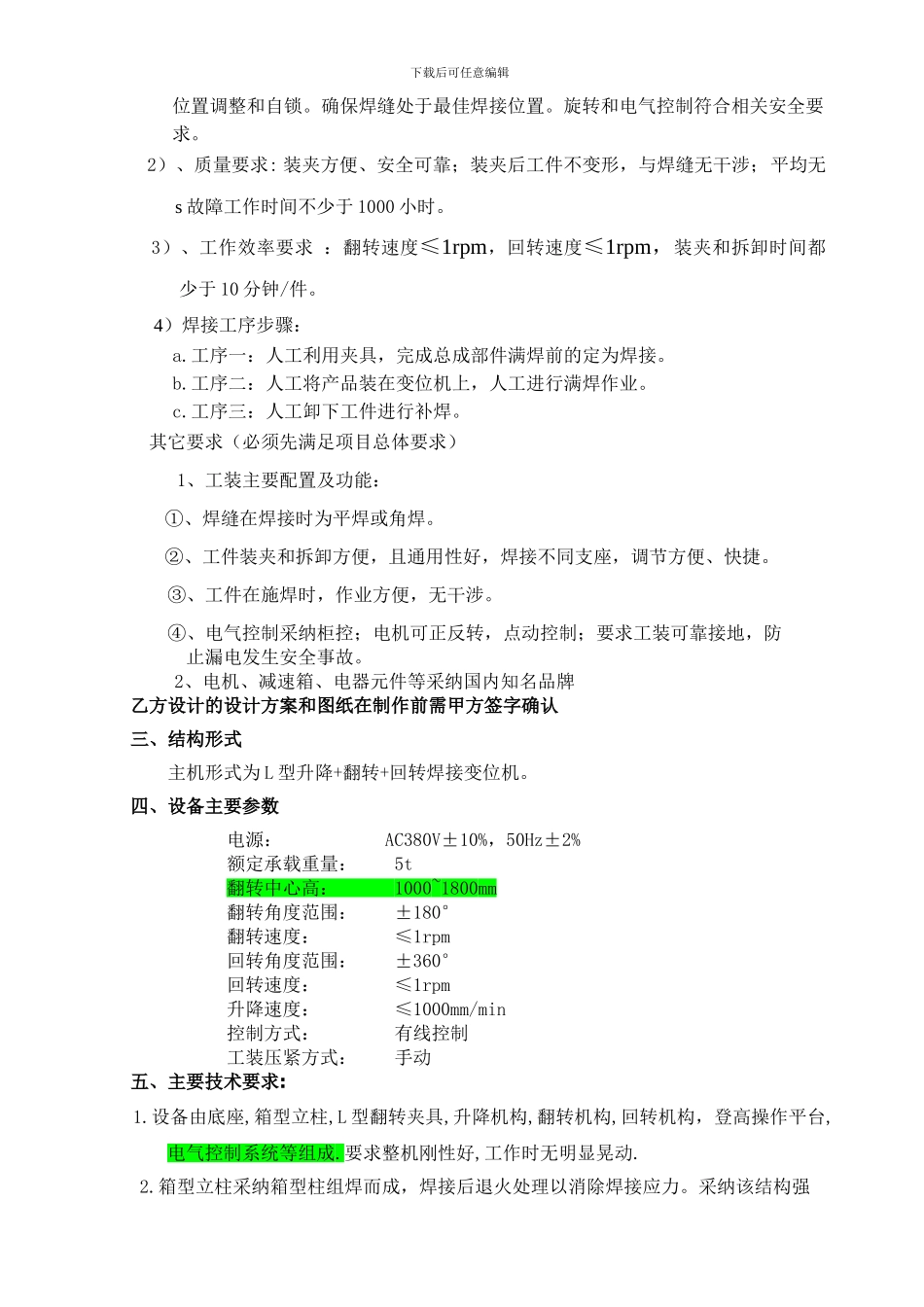
一、工件概况 工件装夹在变位机旋转平台上,该工件在上、下变位机之前人工在工装上点固,再由人工将工件装夹在变位机上,进行满焊作业
工件型号如下图所示:附图一: 变位机数量:2 台二、功能要求 项目总体要求1)、工装的用途:回转塔身产品焊接变位要求,变位机在垂直方向上可以自动升降
在 Z 轴的平行轴上±360°回转,在 X 轴的平行轴上±180°翻转,并且在其任意编号外围高 L弦杆宽 A外围宽 S最重(kg)6~502212
5~2243133~1731335~2063F 3048下载后可任意编辑位置调整和自锁
确保焊缝处于最佳焊接位置
旋转和电气控制符合相关安全要求
2)、质量要求: 装夹方便、安全可靠;装夹后工件不变形,与焊缝无干涉;平均无s 故障工作时间不少于 1000 小时
3)、工作效率要求 :翻转速度≤1rpm,回转速度≤1rpm,装夹和拆卸时间都少于 10 分钟/件
4)焊接工序步骤:a
工序一:人工利用夹具,完成总成部件满焊前的定为焊接
工序二:人工将产品装在变位机上,人工进行满焊作业
工序三:人工卸下工件进行补焊
其它要求(必须先满足项目总体要求)1、工装主要配置及功能:①、焊缝在焊接时为平焊或角焊
②、工件装夹和拆卸方便,且通用性好,焊接不同支座,调节方便、快捷
③、工件在施焊时,作业方便,无干涉
④、电气控制采纳柜控;电机可正反转,点动控制;要求工装可靠接地,防止漏电发生安全事故
2、电机、减速箱、电器元件等采纳国内知名品牌乙方设计的设计方案和图纸在制