精品中国石油防腐补口、补伤作业指导书(线路工程)中国石油管道公司管道工程第四项目经理部一、编制依据1、《埋地钢质管道聚乙烯防腐层技术标准》SY/T0413-2002;精品2、《辐射交联聚乙烯热收缩带(套)》SY/T4054-2003;3、四川省西普企业有限责任公司 CEP-4 热收缩带现场操作说明及注意事项-湿膜安装;4、《油气长输管道工程施工及验收规范》GB50369-2006;5、《石油天然气建设工程施工质量验收规范输油输气管道线路工》SY4208-2008
二、防腐补口、补伤施工操作要点1、热收缩带防腐补口施工操作要点⑴ 喷砂除锈时钢管的预热:为了避免喷砂后加热钢管时产生新的锈迹,在喷砂前应将钢管预热至 40°C-50°C(冬季,适当提高预热温度至 70-80°C)
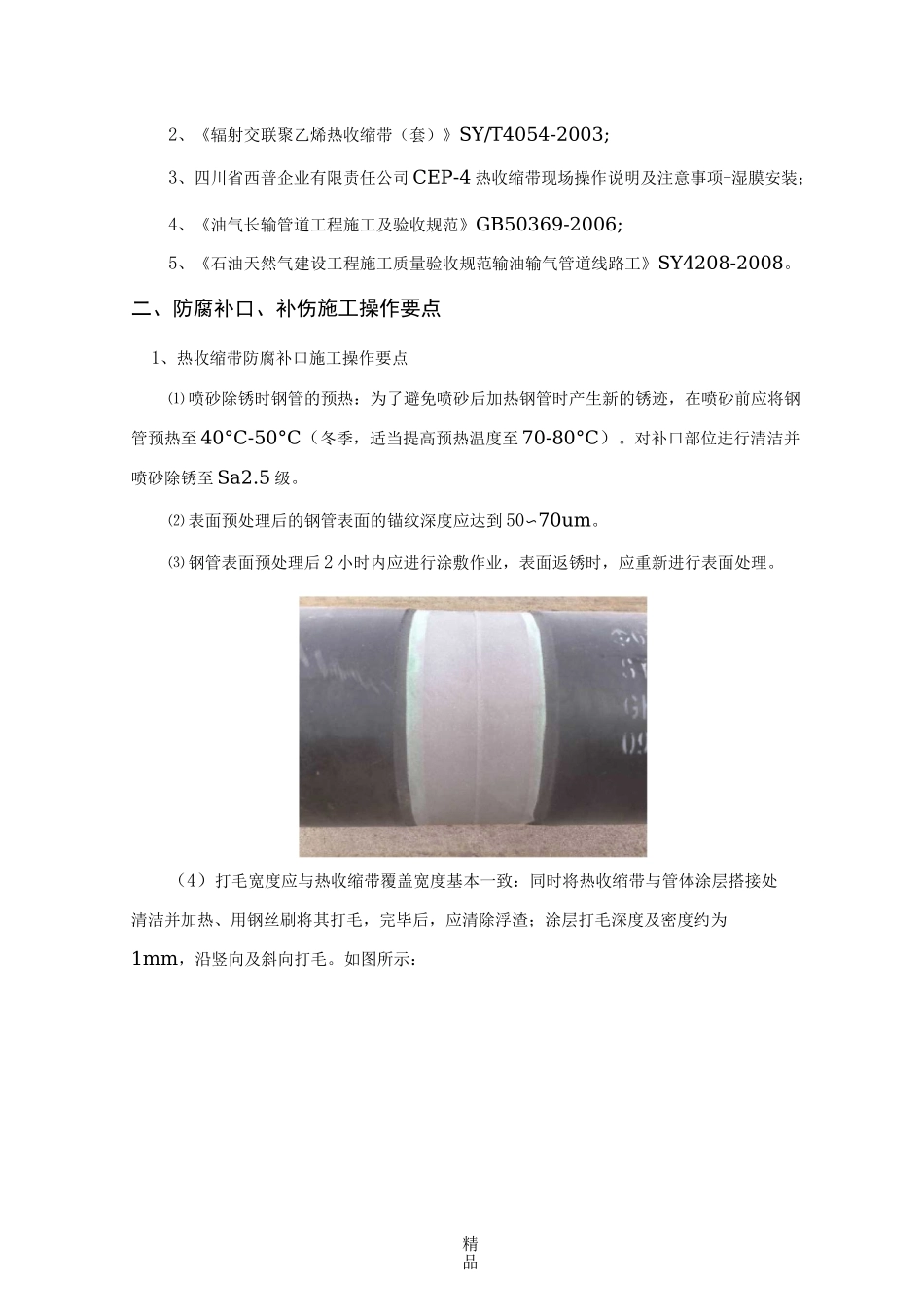
对补口部位进行清洁并喷砂除锈至 Sa2
⑵ 表面预处理后的钢管表面的锚纹深度应达到 50〜70um
⑶ 钢管表面预处理后 2 小时内应进行涂敷作业,表面返锈时,应重新进行表面处理
(4)打毛宽度应与热收缩带覆盖宽度基本一致:同时将热收缩带与管体涂层搭接处清洁并加热、用钢丝刷将其打毛,完毕后,应清除浮渣;涂层打毛深度及密度约为1mm,沿竖向及斜向打毛
如图所示:精品精品(5) 预热及底漆的涂刷① 钢管、搭接部位的预热:将补口部位的钢管和搭接部位的涂层预热到 40°C-60°C,环境温度较高时,宜在 40°C-50°C 范围内选择;天气转凉时,宜在 50°C-60°C 范围内选择
② 底漆的涂刷:将搅拌好的底漆迅速均匀涂敷在补口处的钢管表面及搭接处的涂层上,涂刷宽度与热收缩带覆盖宽度基本一致,被打毛区一定要涂刷底漆
如下图所示:③在底漆尚湿润时,迅速将热收缩印有搭接线一端的内层热熔胶考软、发粘,并粘贴在焊口的中央部位,用手抚平
沿轴向边缘安放一根胶条
如下图所示:(6) —定要在底漆尚湿润时安装热收缩