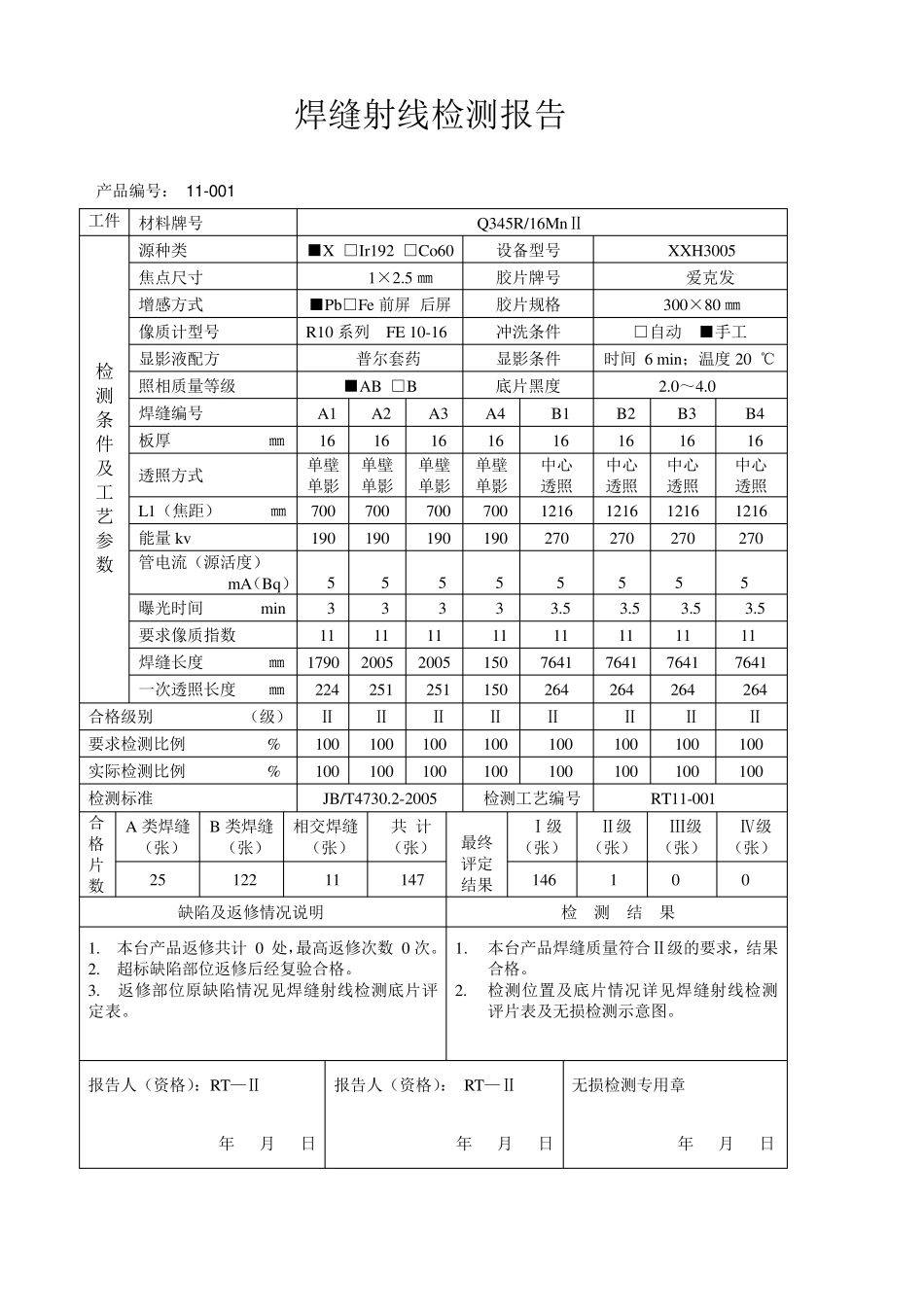
焊缝射线检测报告 产品编号: 1 1 -0 0 1 工件 材料牌号 Q345R/16MnⅡ 检 测 条 件 及 工 艺 参 数 源种类 ■X □Ir192 □Co60 设备型号 XXH3005 焦点尺寸 1×2
5 ㎜ 胶片牌号 爱克发 增感方式 ■Pb□Fe 前屏 后屏 胶片规格 300×80 ㎜ 像质计型号 R10 系列 FE 10-16 冲洗条件 □自动 ■手工 显影液配方 普尔套药 显影条件 时间 6 min;温度 20 ℃ 照相质量等级 ■AB □B 底片黑度 2
0 焊缝编号 A1 A2 A3 A4 B1 B2 B3 B4 板厚 ㎜ 16 16 16 16 16 16 16 16 透照方式 单壁单影 单壁单影 单壁 单影 单壁 单影 中心 透照 中心 透照 中心 透照 中心 透照 L1(焦距) ㎜ 700 700 700 700 1216 1216 1216 1216 能量 kv 190 190 190 190 270 270 270 270 管电流(源活度) mA(Bq) 5 5 5 5 5 5 5 5 曝光时间 min 3 3 3 3 3
5 要求像质指数 11 11 11 11 11 11 11 11 焊缝长度 ㎜ 1790 2005 2005 150 7641 7641 7641 7641 一次透照长度 ㎜ 224 251 251 150 264 264 264 264 合格级别 (级) Ⅱ Ⅱ Ⅱ Ⅱ Ⅱ Ⅱ Ⅱ Ⅱ 要求检测比例 % 100 100 100 100 100 100 100 100 实际检测比例 % 100 100 100 100 100 100 100 100 检测标准 JB/T4730
2-2005 检测工艺编号 RT11-001 合格片数 A 类焊缝 (张) B 类焊缝 (张) 相交焊缝(张) 共