1 无损检测施工方案 1
编制说明 1
1 编制依据: 1)《压力容器安全技术监察规程》—1999
2)《钢制压力容器》GBl50—98
3)《压力容器无损检测》JB4730—94
4)《压力容器质量保证手册》
2 符号说明: NDT—无损探伤 RT——射线探伤 UT——超声探伤 MT——磁粉探伤 PT——渗透探伤 VT——目视检查 OK——合格 Gr ——打磨 2
无损探伤人员 2
1 从事无损探伤操作的人员,必须具有劳动部门颁发的相应无损探伤方法 III级以上资格,并经无损探伤责任工程师认可后方可从事 NDT操作
2 从事无损探伤结果评定及签发报告的人员,必须具有劳动部门颁发的相应无损探伤方法Ⅱ级以上资格,并经无损探伤责任工程师认可后方可从事 NDT结果的评定及签发报告
磁粉探伤工艺与质量控制 3
1 适用范围:对接焊缝、角焊缝、坡口及清根、工卡具去除打磨处 3
2探伤设备: 型 号:Y—6交流磁轭式
提升力:>44N
磁极间距:50~250mm
试 片:A型、C型
3 探伤材料:黑磁粉
磁粉应具有磁导率高、剩磁低和相互之间不吸引
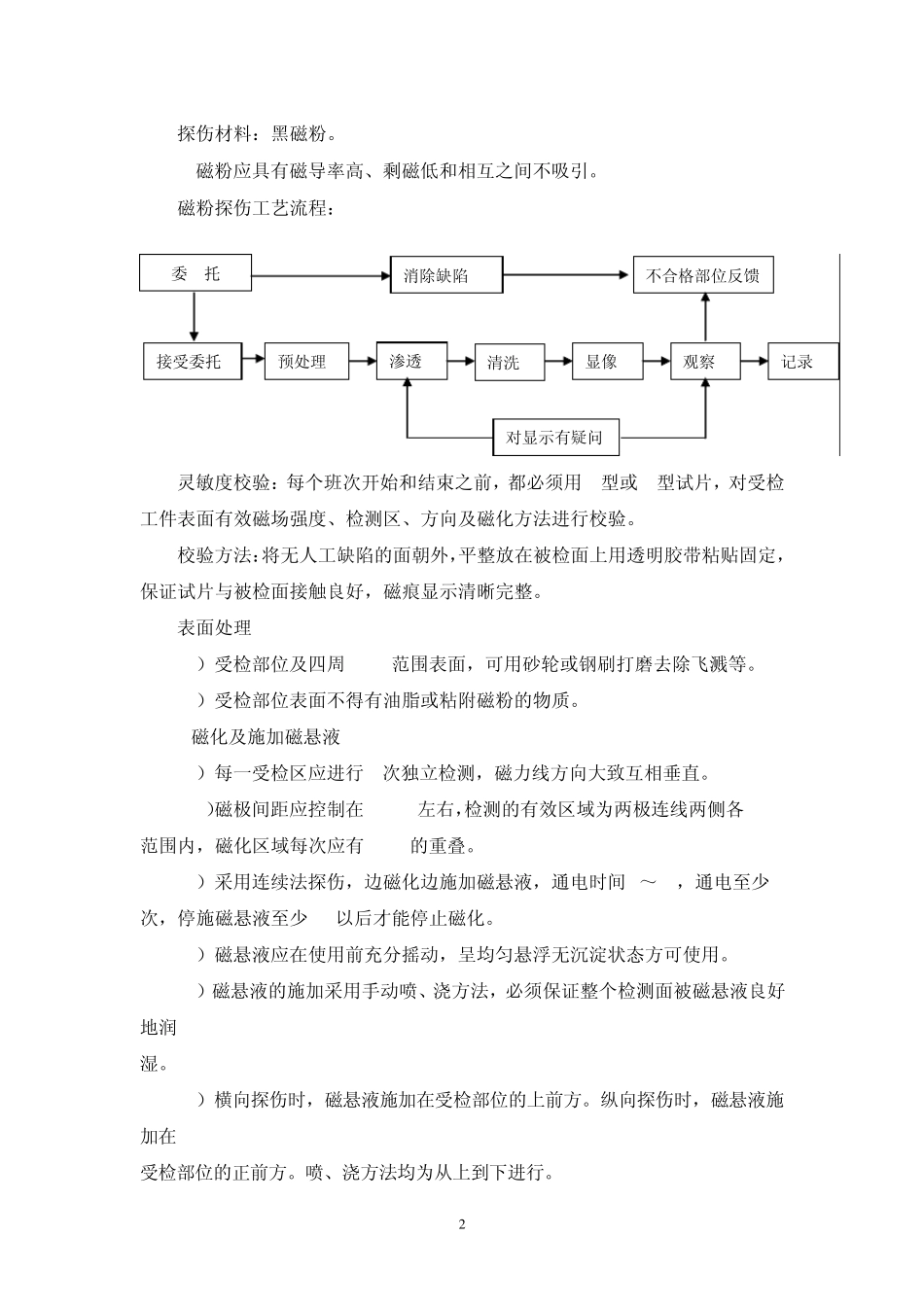
4 磁粉探伤工艺流程: 3
5 灵敏度校验:每个班次开始和结束之前,都必须用 A型或 C型试片,对受检工件表面有效磁场强度、检测区、方向及磁化方法进行校验
校验方法:将无人工缺陷的面朝外,平整放在被检面上用透明胶带粘贴固定,保证试片与被检面接触良好,磁痕显示清晰完整
6 表面处理 1)受检部位及四周 25mm范围表面,可用砂轮或钢刷打磨去除飞溅等
2)受检部位表面不得有油脂或粘附磁粉的物质
7磁化及施加磁悬液 1)每一受检区应进行 2次独立检测,磁力线方向大致互相垂直
2 )磁极间距应控制在 200mm左右,检测的有效区域为两极连线两侧各50mm范围内,磁化区域每次应有15m