编号: XX-XX-XX 螺柱焊接作业指导书编制:审核:批准:本文件自二OXX 年 X 月 XX 日起实施XXXXXXXXXX有限公司一、范围本指导书规定了耐候钢伸缩装置螺柱焊焊接的要求、方法、工艺参数及检验等
本指导书适用于耐候钢伸缩装置螺柱焊焊接,其它产品的螺柱焊接可参照执行
二、目的指导操作工人采用螺柱焊接机焊接无砟轨梁铁路伸缩装置严格按照指导书进行操作,保证各个栓钉与型钢焊接符合设计要求
三、焊接方法与步骤1)合上电箱上的总开关
2)按动焊机开机钮,等待一分钟,观察焊机是否正常
3)焊枪不装栓钉,空枪试一下,观察提升时间等控制是否正常,正常后即可试焊
4)试焊实验件合格后,即可正式工作
所用焊钉瓷环应符合国家标准,并烘干等,确保施工质量
5)将型钢放在焊接工作平台上,清洁焊接表面
清洁面积应大于焊接用瓷环覆盖面积;6)根据栓钉直径,将电流按钮旋至相应的φ 值、时间按钮进行相应调节
7)将栓钉装到夹头上(要夹紧和插到位),将瓷环套到栓钉上,并推至压板的下面,栓钉高于瓷环牙口5~8mm,与工件焊接位置接触
8)按动焊枪上焊接开关,焊枪自动向上吸起,栓钉缩回瓷环内部6~7mm,焊枪与工件起弧燃烧形成熔池
9)焊接时间结束后,焊枪将栓钉压入熔池部分,铁水填满瓷环空处形成焊脚
10)拔出焊枪,焊缝凝固后敲掉瓷环,栓钉焊接完毕
11)关机:按一下焊机上的关机钮,焊机关机后拉掉电箱里与本设备所接开关
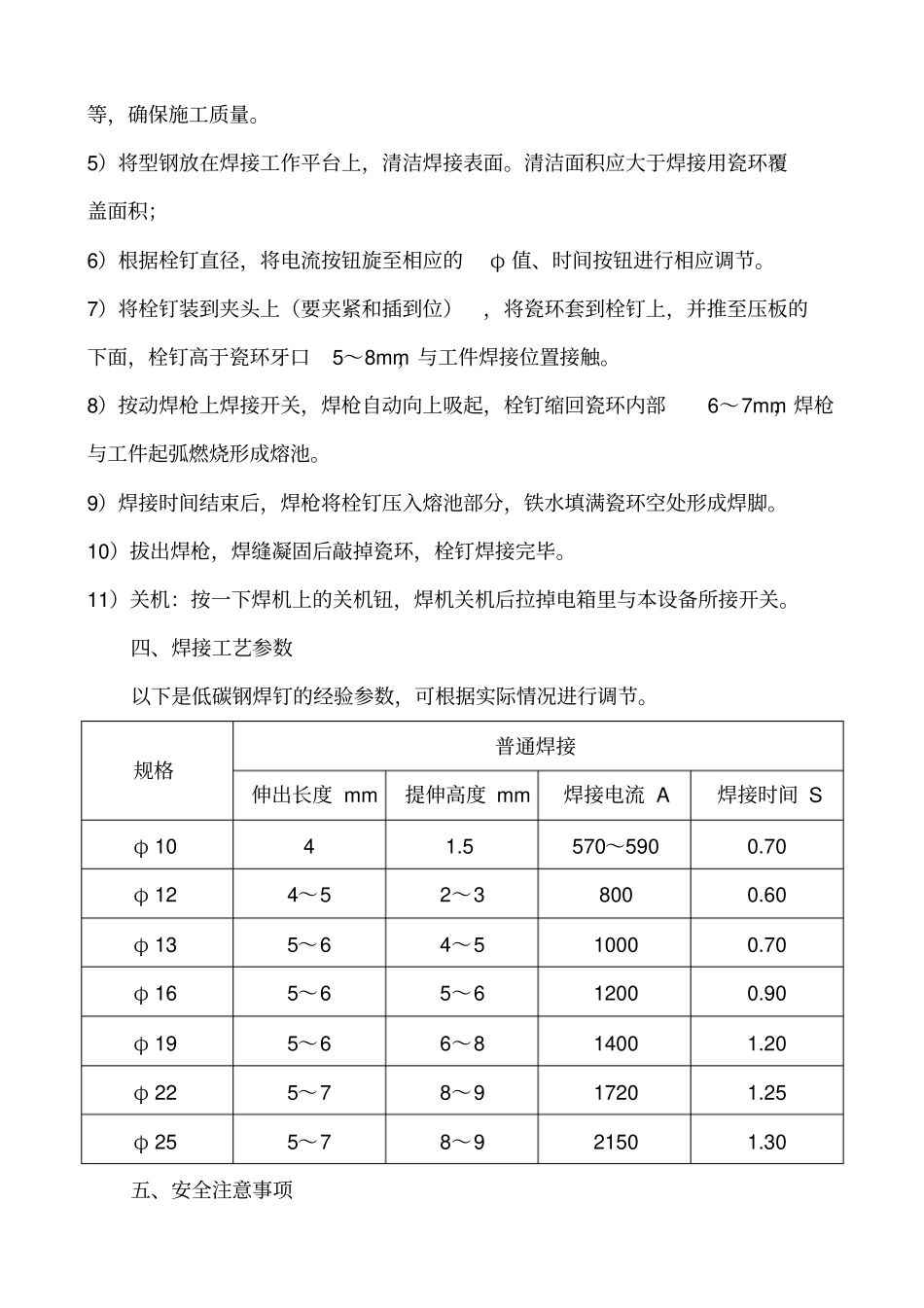
四、焊接工艺参数以下是低碳钢焊钉的经验参数,可根据实际情况进行调节
规格普通焊接伸出长度 mm 提伸高度 mm 焊接电流 A 焊接时间 S φ 10 4 1
5 570~590 0
70 φ 12 4~5 2~3 800 0
60 φ 13 5~6 4~5 1000 0
70 φ 16 5~65~6 1200 0
90 φ 19 5~66~8 1400 1
20 φ 22 5~78~