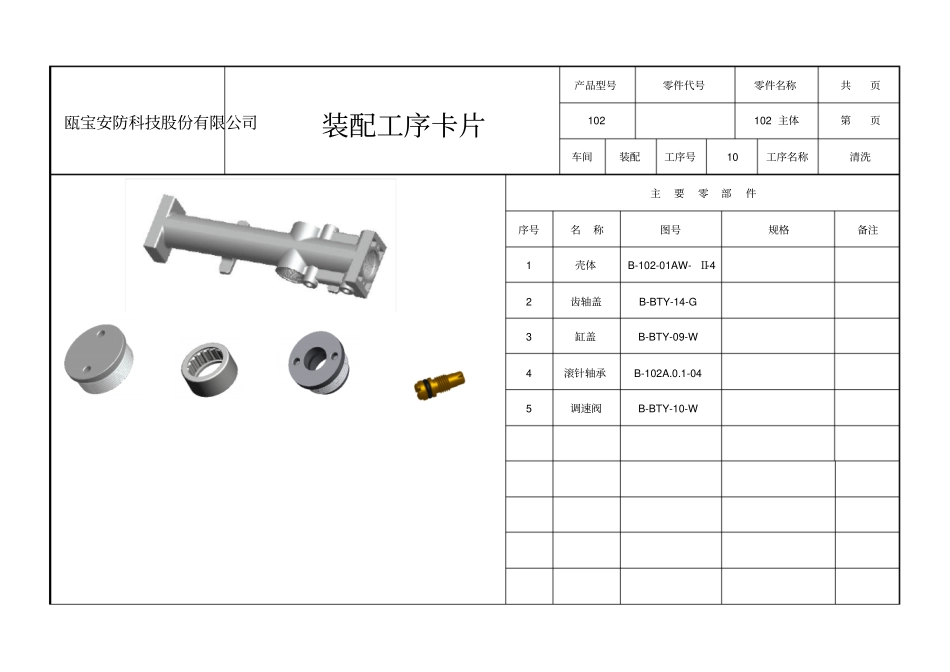
瓯宝安防科技股份有限公司装配工序卡片产品型号零件代号零件名称共页102 102 主体第页车间装配工序号10 工序名称清洗主要零部件序号名称图号规格备注1 壳体B-102-01AW- Ⅱ-4 2 齿轴盖B-BTY-14-G 3 缸盖B-BTY-09-W 4 滚针轴承B-102A
1-04 5 调速阀B-BTY-10-W 工步号工 步 内 容 及 技 术 要 求设备工艺装备辅助材料工时定额1 根据当日的生产计划领取壳体,按照《壳体清洗作业指导书》要求清洗壳体
专用清洗机2 根据当日的生产计划领取齿轴盖、缸盖,按照《齿轴盖、缸盖清洗作业指导书》清超声波清洗机洗齿轴盖、缸盖
3 用汽油将调速阀、滚针轴承清洗后用压缩空气软干净,擦干或自然晾干
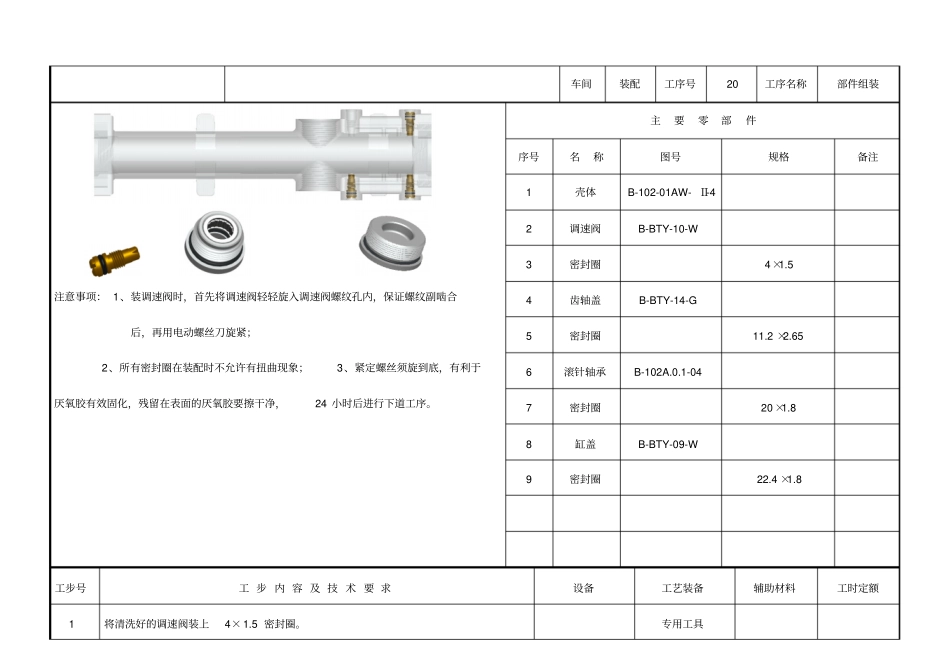
专用清洗机汽油编制(日期)校对(日期)审核(日期)会签(日期)批准(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期瓯宝安防科技股份有限公司装配工序卡片产品型号零件代号零件名称共页102 102 主体第页车间装配工序号20 工序名称部件组装注意事项: 1、装调速阀时,首先将调速阀轻轻旋入调速阀螺纹孔内,保证螺纹副啮合后,再用电动螺丝刀旋紧;2、所有密封圈在装配时不允许有扭曲现象;3、紧定螺丝须旋到底,有利于厌氧胶有效固化,残留在表面的厌氧胶要擦干净,24 小时后进行下道工序
主要零部件序号名称图号规格备注1 壳体B-102-01AW- Ⅱ-4 2 调速阀B-BTY-10-W 3 密封圈4×1
5 4 齿轴盖B-BTY-14-G 5 密封圈11
65 6 滚针轴承B-102A
1-04 7 密封圈20 ×1
8 8 缸盖B-BTY-09-W 9 密封圈22
8 工步号工 步 内 容 及 技 术 要 求设备工艺装备辅助材料工时定额1 将清洗好的调速阀装上4×1
专用工具2 将装有密封圈的调速阀装入清