2010Edition12010Edition1专机自动化部制作人:王扬波日期:2010
302010Edition12010Edition1第一章钨极氩弧焊的分类及特点钨极氩弧焊是一种非熔化极惰性气体保护焊氩气保护下,通过钨极与工件之间产生电弧,利用电弧产生的热量熔化工件的接头处而形成熔池,然后对熔池填加焊丝(也可以不加焊丝)冷却后形成焊缝
是气体保护焊中常用的一种熔化焊方法
、钨极氩弧焊可用于几乎所有钢种、各种厚度和各种位置焊件的焊接,可进行手工和自动焊接并获得高质量的焊缝
这种方法广泛应用于对焊缝质量要求较高的高强度钢、高合金钢和有色金属的焊接
1、1钨极氩弧焊的分类钨极氩弧焊(或称非熔化极惰性气体保护焊)是利用高熔点钨极作为一个电极,以工件作为另一个电极,并利用氩气(Ar)、氦气(He)或氩、氦混合气体(Ar+He)作为保护介质的燃烧与工件间的电弧作为热源的电弧方法
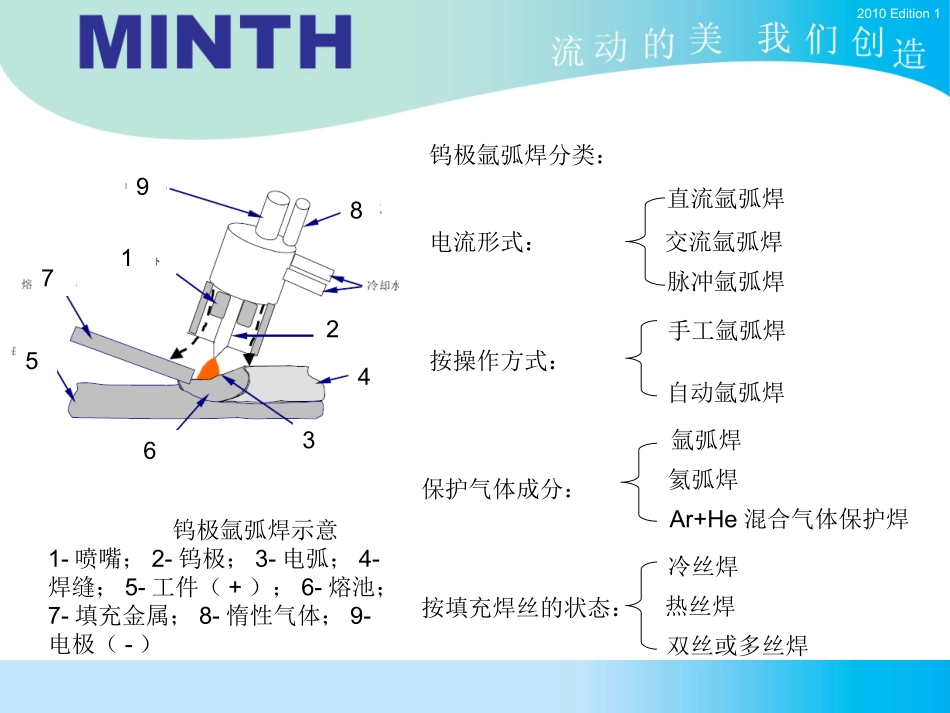
我国通常只采用氩气做保护气体因此又称为钨极氩弧焊,简称TIG(TungstenIner-gasArcWelding)或GTAW(GasTungstenArcWelding)2010Edition12010Edition1钨极氩弧焊示意1-喷嘴;2-钨极;3-电弧;4-焊缝;5-工件(+);6-熔池;7-填充金属;8-惰性气体;9-电极(-)钨极氩弧焊分类:电流形式:按操作方式:保护气体成分:按填充焊丝的状态:直流氩弧焊交流氩弧焊脉冲氩弧焊手工氩弧焊自动氩弧焊氩弧焊氦弧焊Ar+He混合气体保护焊冷丝焊热丝焊双丝或多丝焊2136847952010Edition12010Edition1当利用基值电流维持主电弧的电离通道,并周期地加一同极性高峰值的脉冲电流,产生脉冲电弧,以熔化金属并控制熔滴过渡,称为脉冲氩弧焊
脉冲氩弧焊的焊接电流时脉冲直流或脉冲交流
脉冲氩弧焊由基本电流维持电弧稳定燃烧,用可控的脉冲