全位置热丝 TIG 焊窄间隙焊接设备和工艺浅评近年来我国加大了对电力设施的投入,电力行业进展迅速,全国电力建设部门面临着大量的电站建设和安装任务
与之不配套的是,目前国内所采纳的焊接工艺均为手工焊和半自动焊
对于多数锅炉主蒸汽管道、高压旁路管道而言,往往一个厚壁大管件的对接缝需要数位焊工,连续数日的施焊才能完成
由于手工焊受到诸多人为因素和工作环境的影响,通常一个厚壁管件接头要分多次焊,每焊约 20mm 后必须要进行一次检测,发现缺陷要进行清除、补焊
不仅焊工劳动强度大,更重要的是焊缝质量难以保证
为了减少手工焊工艺给大管件对接工程带来的不良影响,进一步提高安装工程效率和质量,河南电力安装公司从法国普利苏迪公司引进全位置热丝 TIG 焊设备,并对被焊工件进行一系列的工艺试验,经过数月的努力,基本摸索出一套较完整的工艺参数,为该套设备用于现场安装作好了前期准备,现就有关情况作粗略介绍
1 全位置热丝 TIG 焊基本原理全位置热丝 TIG 焊是采纳 TIG 焊工艺完成圆周焊缝的焊接,在这种焊接过程中,其焊接的空间位置不断变化,有平焊、下坡焊、上坡焊和仰焊
熔池液态金属在不同的空间位置所受力不同而引起流动性不同,使焊缝成型变化显著
于是,要保持焊接过程中熔池稳定、焊缝成形一致,必须使熔池的自重与电弧吹力和液态熔池的表面张力达到平衡
在全位置 TIG 焊接工艺的基础上增加热丝系统,即通过独立的焊丝加热电源和加热装置对焊丝进行加热,使焊丝在被送入熔池前加热到 300~500℃
这样,比采纳冷丝的熔敷率增大两倍,从而提高了焊接效率,基本原理如图 1 所示
图 1 全位置热丝 TIG 焊基本原理图 2 引进设备的技术特点2
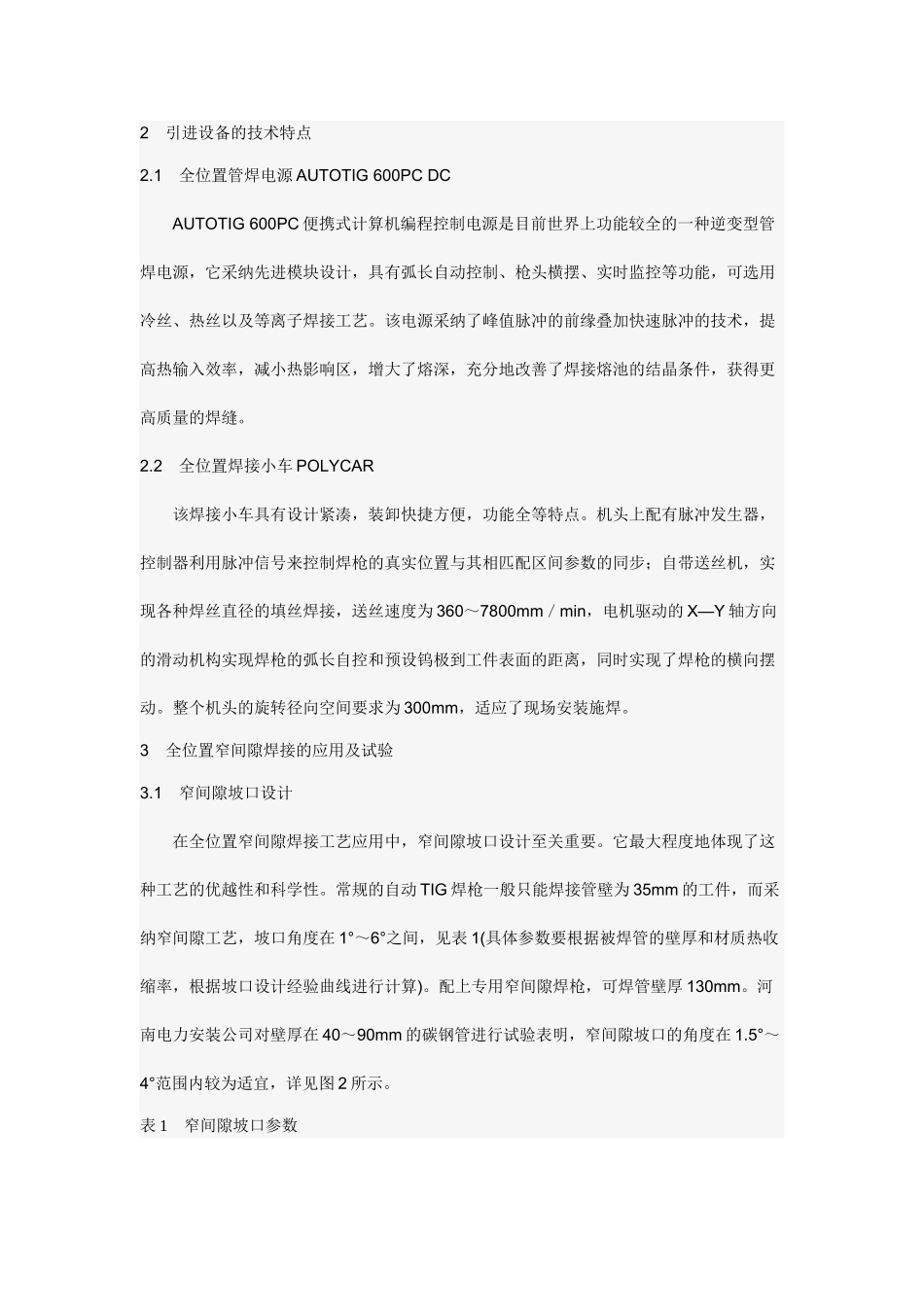
1 全位置管焊电源 AUTOTIG 600PC DC AUTOTIG 600PC 便携式计算机编程控制电源是目前世界上功能较全的一种逆变型管焊电源,它采纳先进模块