实验设计与分析学生姓名:王青 松指导教师:梅卫 江学院:机械电气工程学院专业:机械设计制造及其自动化班级: 11级( 1)班学号: 2011509265 机械切削加工工艺中实验设计应用论文解析—基于正交试验法的切削参数优化研究摘要: 本文主要通过对原论文《》的学习和解析,分析验证原论文中使用正交实验设计并结合极差分析和方差分析相结合的分析方法,并对相应的过程进行手算和软件计算,得出相应的数据,验证检验原文
关键词:切削加工、正交试验、 MINITAB 一、实验设计1)因素设计要提高加工件的精度,使其达到应用要求,就要选择合适的机床和刀具材料,使用合适的工艺、正确的刀具几何形状和切削参数
但是,在机械切削加工过程中,影响加工质量的因素很多,而且因素之间也是相互影响、相互制约的
特别是切削三要素,其对零件表而质量、加工效率的影响很大
因此选用切削深度走、刀量、主轴转速作为实验优化的因素
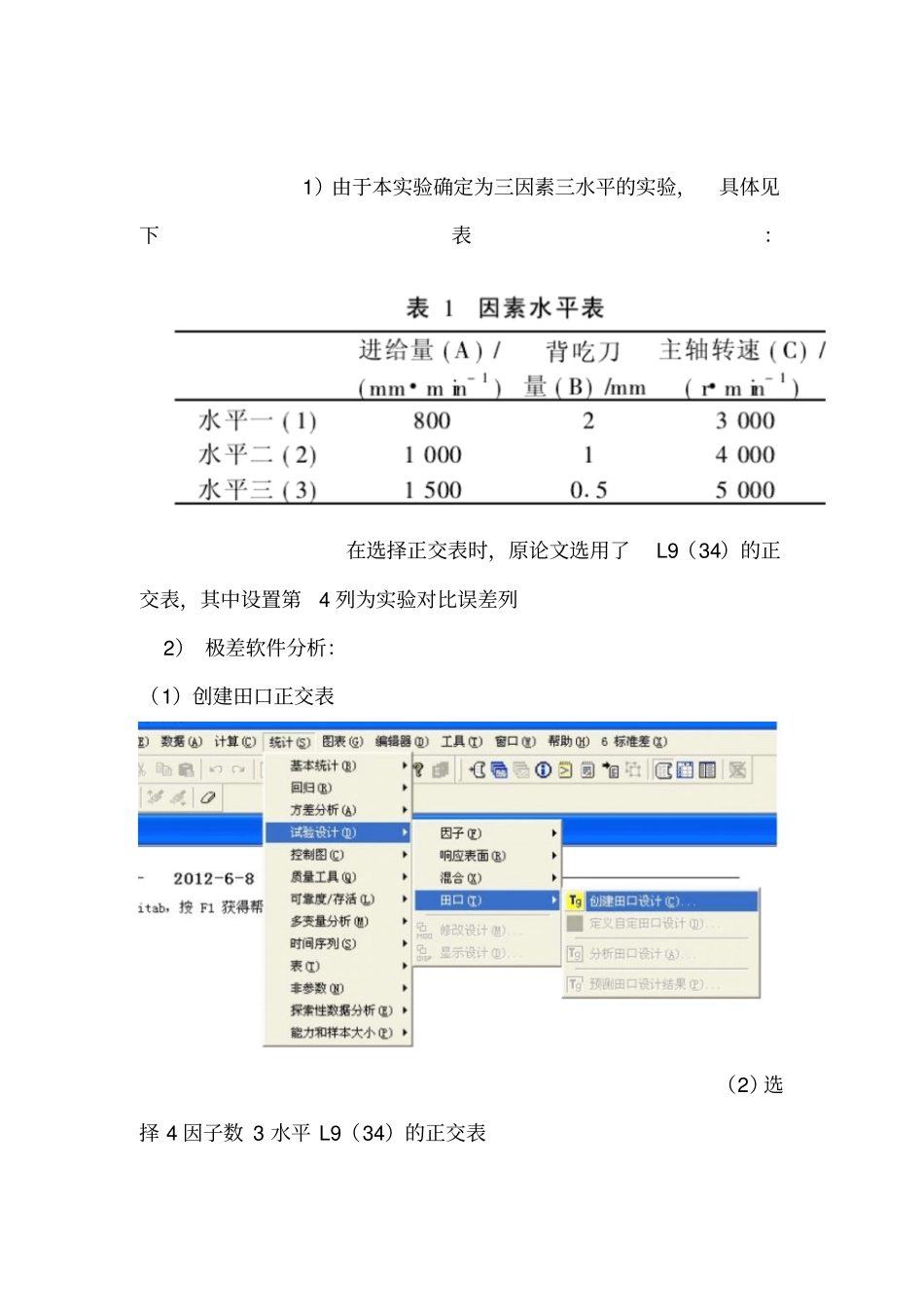
2)因素水平设计确定因素水平范围就是通过做单因素初步试验或行业经验设计所研究的因素水平范围
确定合适的因素水平范围对获得理想的优化结果非常重要, 如果水平范围太窄得不到优化结果,太宽也会使结果精确度降低
原文选用推荐的加工参数及工厂实际加工确定的试验因素均为三水平:进给量、背吃刀量、主轴转速
二、实验实施分析1)由于本实验确定为三因素三水平的实验,具体见下表:在选择正交表时,原论文选用了L9(34)的正交表,其中设置第4 列为实验对比误差列2) 极差软件分析:(1)创建田口正交表(2)选择 4 因子数 3 水平 L9(34)的正交表(3)将实验数据输入列表中(4)进行极差分析(5)选择相应响应数据(6)在“图表”选项中选择”均值”(7)在“分析”选项中选择“均值”(8)极差分析结果论文分析结果如下,对比结果相同:2)方差分析方差分析结果,和手工计算结果相同, 原论文中考虑到因素C 的均方与误差