深圳亿林塑胶有限公司文件编号:版本:生效日期:文件名称:注塑机调机作业指导书编号:审批:1.目的为规范机器操作,方便生产,保护模具与设备,确保产品质量
2.范围适用于注塑机的操作与调整
3.职责注塑部技师依本规程安全操作注塑机,保证机器正常运作,调较出合格产品使机器高效率运转
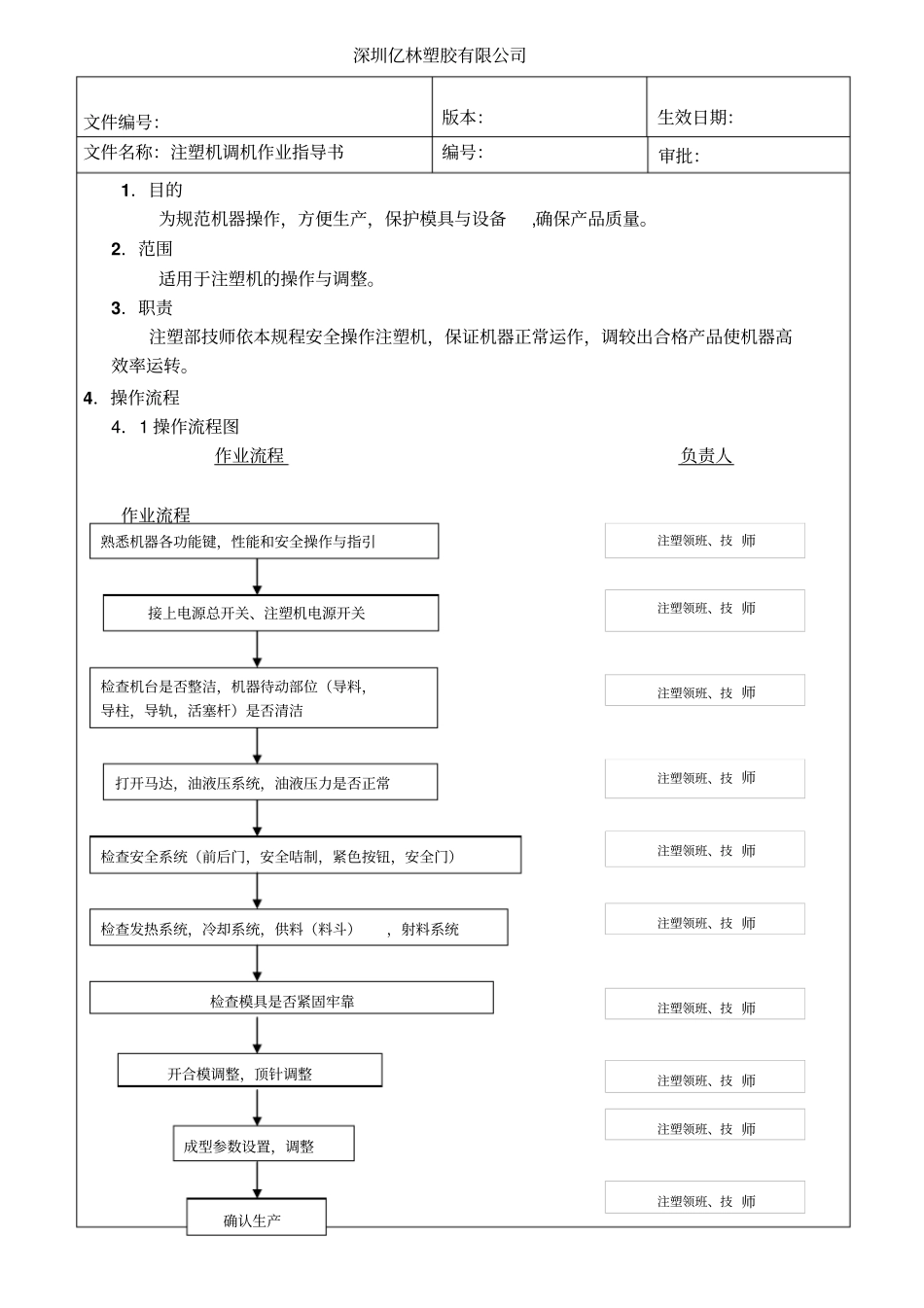
4.操作流程4.1 操作流程图作业流程负责人作业流程熟悉机器各功能键,性能和安全操作与指引接上电源总开关、注塑机电源开关检查机台是否整洁,机器待动部位(导料,导柱,导轨,活塞杆)是否清洁注塑领班、技 师注塑领班、技 师注塑领班、技 师注塑领班、技 师注塑领班、技 师打开马达,油液压系统,油液压力是否正常检查安全系统(前后门,安全咭制,紧色按钮,安全门)检查发热系统,冷却系统,供料(料斗),射料系统检查模具是否紧固牢靠开合模调整,顶针调整成型参数设置,调整确认生产注塑领班、技 师注塑领班、技 师注塑领班、技 师注塑领班、技 师注塑领班、技 师深圳亿林塑胶有限公司文件编号:版本:生效日期:文件名称: 注塑机调机作业指导书编制:审批:5.9.1 合模速度调整
5.9.2 合模压力的调整
低压锁模对保护模具尤其重要,压力越低越好,调至最小的压力能使模具锁上即可最高不能超过最大合模力的35%
5.9.3 合模位置的调整
a)低压锁模位置应根据产品的大小、高低来调整
b)低压锁模位置太小,在大于这一位置有异物时,起不到低压保护目的
c)低压锁模位置过大 ,,则浪费时间
d)高压切换位置过大,在小于这一位置内有异物时,起不到低压保护目的
e)高压切换位置过小对机器合模不利
5.10 顶针调整5.10.1 顶出速度不宜过快,以顺畅柔和为佳
5.10.2 顶出长度不宜过长,以能顺利顶出制品和水口为佳
5.11 成型参数调整调整参数之前,一定要清楚了解速度、位置、压力、时间之间对应关系(详见附表一)
调机前要参照注塑成型