喷漆件检验规范1
目的发现、控制不合格品,采取相应措施处置,以防不合格品误用
明确公司产品的表面喷涂质量标准,以使生产和检验有章可循
适用范围适用于供方和本公司对所有喷漆件质量的外观检验
引用文件Q/****/TX001-2008《喷漆表面质量要求》Q/****8
2-2006《检验和试验控制程序》4
品质部负责不合格的发现,记录标识及隔离
工程部组织处理不合格品
生产部参与不合格品的处理
物料部外协人员和生产部委外人员负责外协件不合格品处理与供应商的联络
不良分类轻微不良:不影响产品功能的不合格
对于喷漆件是指在产品正面不易看见的不良,例如有细小的杂质
在检验判定中可判定为合格
一般不良:影响产品的形状和外观的不合格
对于喷漆件指有明显的喷漆不良和加工痕迹,例如鱼眼、沙痕、碰伤等
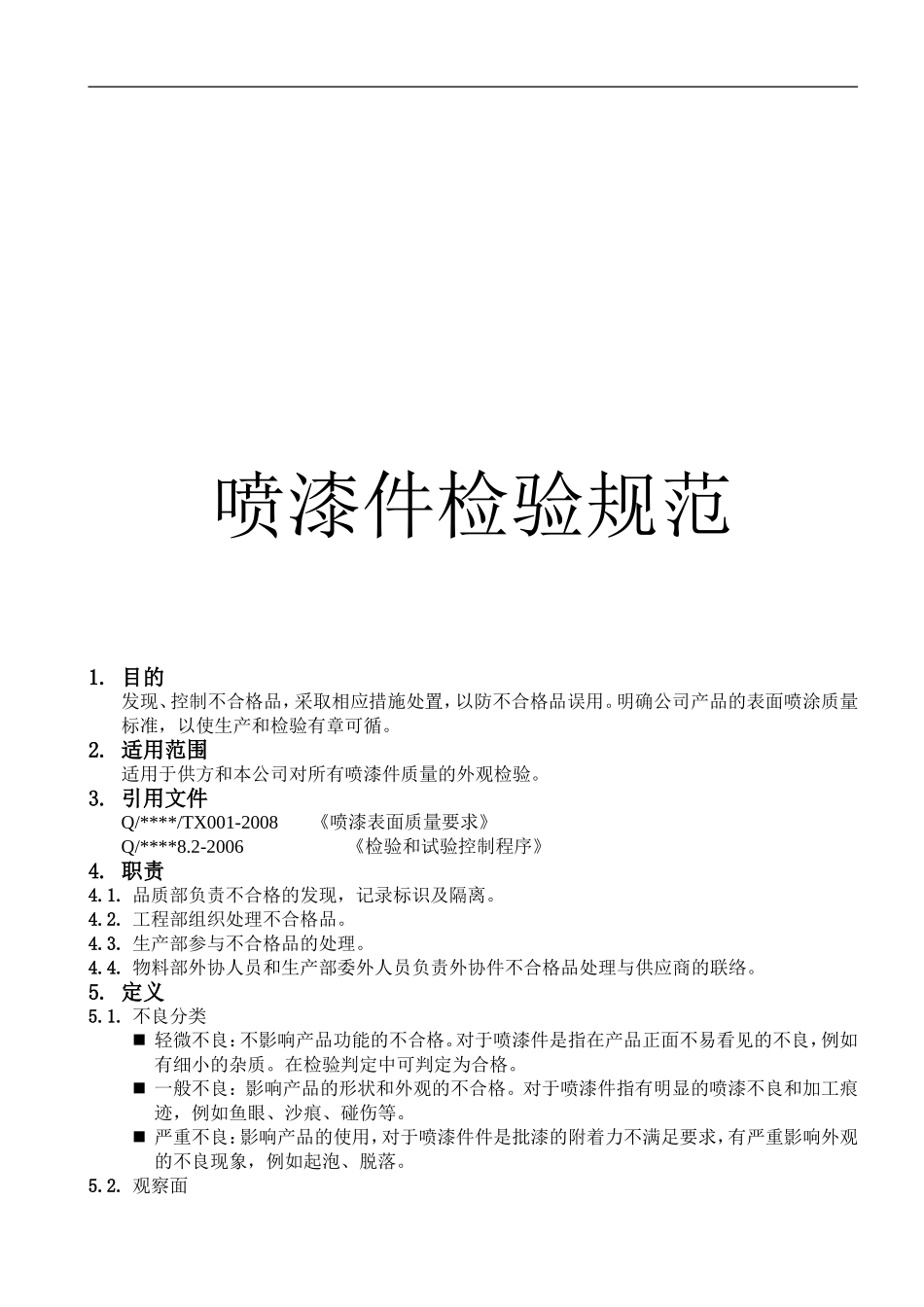
严重不良:影响产品的使用,对于喷漆件件是批漆的附着力不满足要求,有严重影响外观的不良现象,例如起泡、脱落
观察面A级面(主面):产品的有标识的一面B级面(背面):与标识相反的面和侧面C级面(其它面):安装板底面、有连接器的一面5
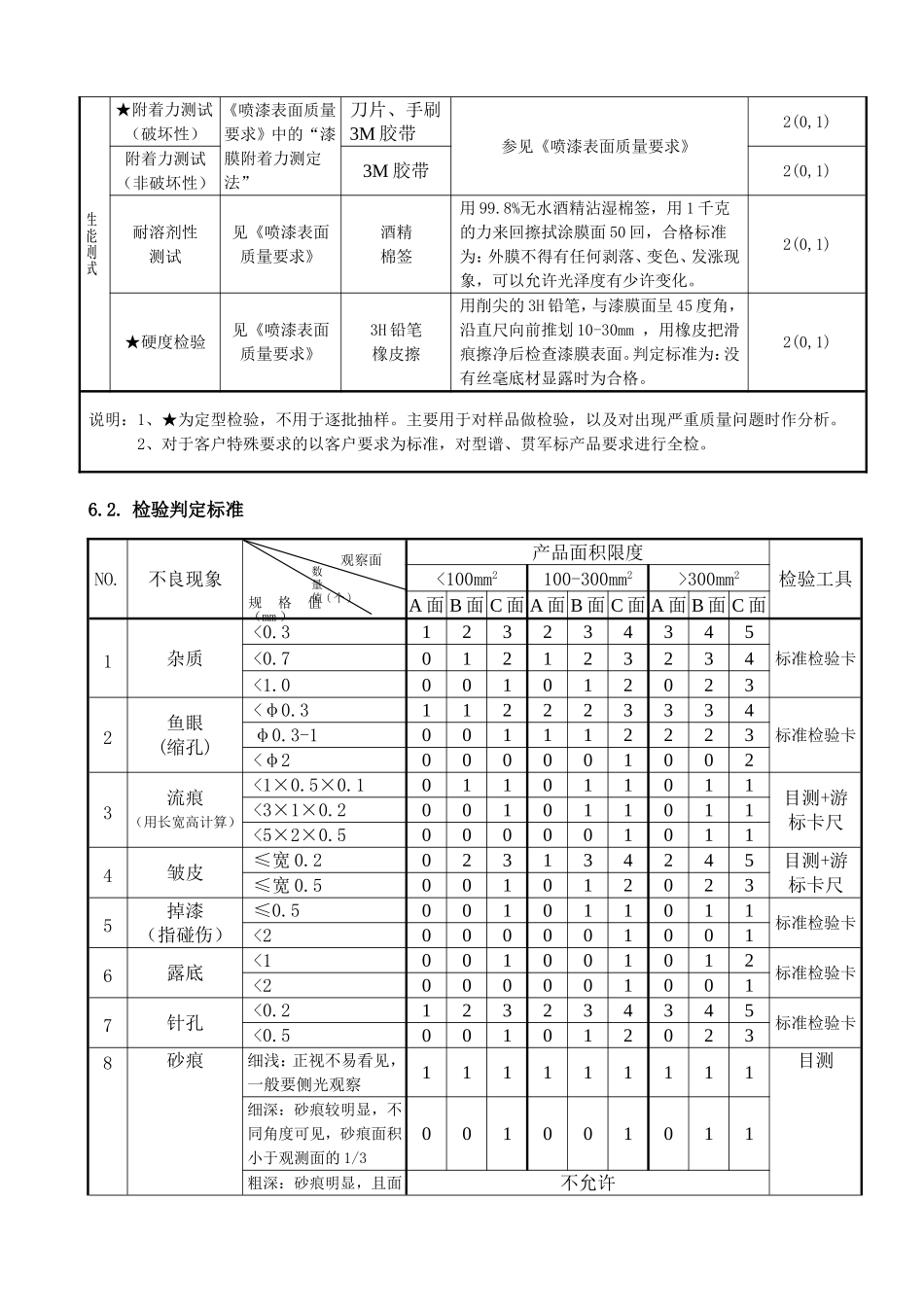
不良现象杂质:涂膜表面因杂点,灰尘、毛尘等引起的凹凸点
色差:与标准色板存在明显的差异,同一批喷漆件存在颜色差异
鱼眼:面漆上出现圆形小坑,有时呈分散状,有时呈聚集状
主要表现在喷了三防漆后
皱皮:由于涂膜的流平性不良,涂层处产生的皱褶
出现类似橘皮、柚子皮那样的皱纹
掉漆:喷漆后油漆无法附着而造成的油漆脱落,此类不良工件底色可见
【严重缺陷】虚喷:涂膜厚度过薄,可看见基材底色的部位
露底:该喷漆的部位没有喷漆,现出基材原色,称露底
流痕:喷漆后由于局部喷漆量过大,产生下垂形成条状物
针孔:由于喷涂产生的气泡破裂,产生的小孔
起泡:漆膜表面有气泡,弄破气泡漆会脱落