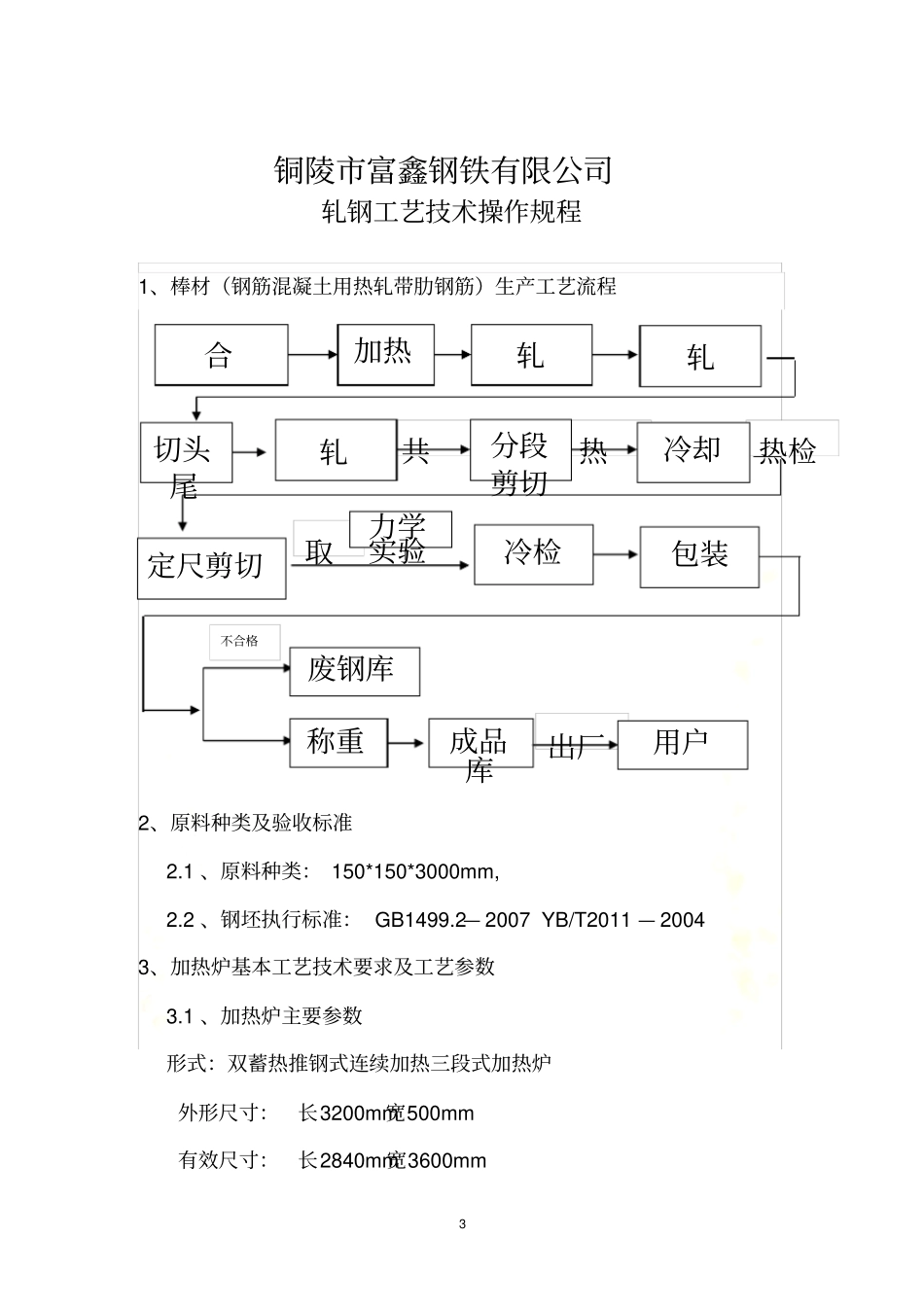
轧钢工艺 ( 完整版 ) 详解2 铜陵市富鑫钢铁有限公司编号: FX-08-2011 版本/ 修订: 1/1轧钢工艺技术操作规程起草:审核:批准:受控状态:分 发 号:二〇一二年六月十六日修订即日起颁布实施3 铜陵市富鑫钢铁有限公司轧钢工艺技术操作规程1、棒材(钢筋混凝土用热轧带肋钢筋)生产工艺流程2、原料种类及验收标准2
1 、原料种类: 150*150*3000mm, 2
2 、钢坯执行标准: GB1499
2— 2007 YB/T2011 — 2004 3、加热炉基本工艺技术要求及工艺参数3
1 、加热炉主要参数形式:双蓄热推钢式连续加热三段式加热炉外形尺寸:长3200mm宽500mm 有效尺寸:长2840mm宽3600mm 合加热轧轧切头尾热共轧分段剪切热检冷却取力学实验冷检包装定尺剪切不合格废钢库称重成品库出厂用户4 3
2 、加热炉点火前的准备工作点火前应对炉子进行全面的系统地检查和煤气防烛实验,并严格执行公司 《煤气系统操作管理规程》 ,点火前 15 分钟启动风机, 提起烟道闸板,开启所有的仪表控制系统并检查无异后进行加热炉正常操作
3 、加热制度为使钢筋产品质量得到控制,加热炉温度应分段控制如下:HRB500 、 HRB 500E 控制温度为:φ 12- φ 18 控制温度为预热段600℃-700 ℃加热段 1180℃-1200 ℃均热段 1150℃-1180 ℃φ 20- φ 22 控制温度为预热段630℃-750℃加热段 1200℃-1230 ℃均热段 1180℃-1200 ℃φ 25 控制温度为预热段650℃-800℃加热段 1220℃-1250 ℃均热段 1180℃-1230 ℃φ 28 控制温度为预热段 750℃-850℃ 加热段 1220℃-1250 ℃均热段 1220℃-1250 ℃HRB400HRB400E 控制温度为:φ 12- φ 1