可编辑范本一、产品特点及用途输送带接头常温快速粘接是采用常温固化型粘合剂对输送带接头进行粘接
粘接时无需加温加压固化,无需特殊设备和工具,工艺简单,操作时间短,劳动强度小,成本低,粘接质量容易控制,粘接接头抗曲挠性好,对环境无特殊要求,粘接后的接头可在短时间内投入使用,适用于各种环境下的层芯输送带接头的粘接
本系列产品性能稳定,具有常温固化速度快、粘接强度高、抗曲挠性好等特点,耐酸、碱、盐、油、水及耐老化,操作工艺简单,成本低
广泛应用于钢铁、冶金、火力发电厂、水泥厂、化肥厂、港口、矿山等各行业中输送带的快速粘接和修补
采用常温粘接时, 工艺应注意三点: 首先,应了解被粘的输送带材料的性能及输送机的运行和使用情况
正确选用粘合剂; 第二, 根据输送带的结构和输送机的组成部件,受力状态,合理设计接头形式和尺寸,做到粘接牢靠,制作方便,保证接头有足够的强度
第三,要严格按常温粘接工艺进行操作
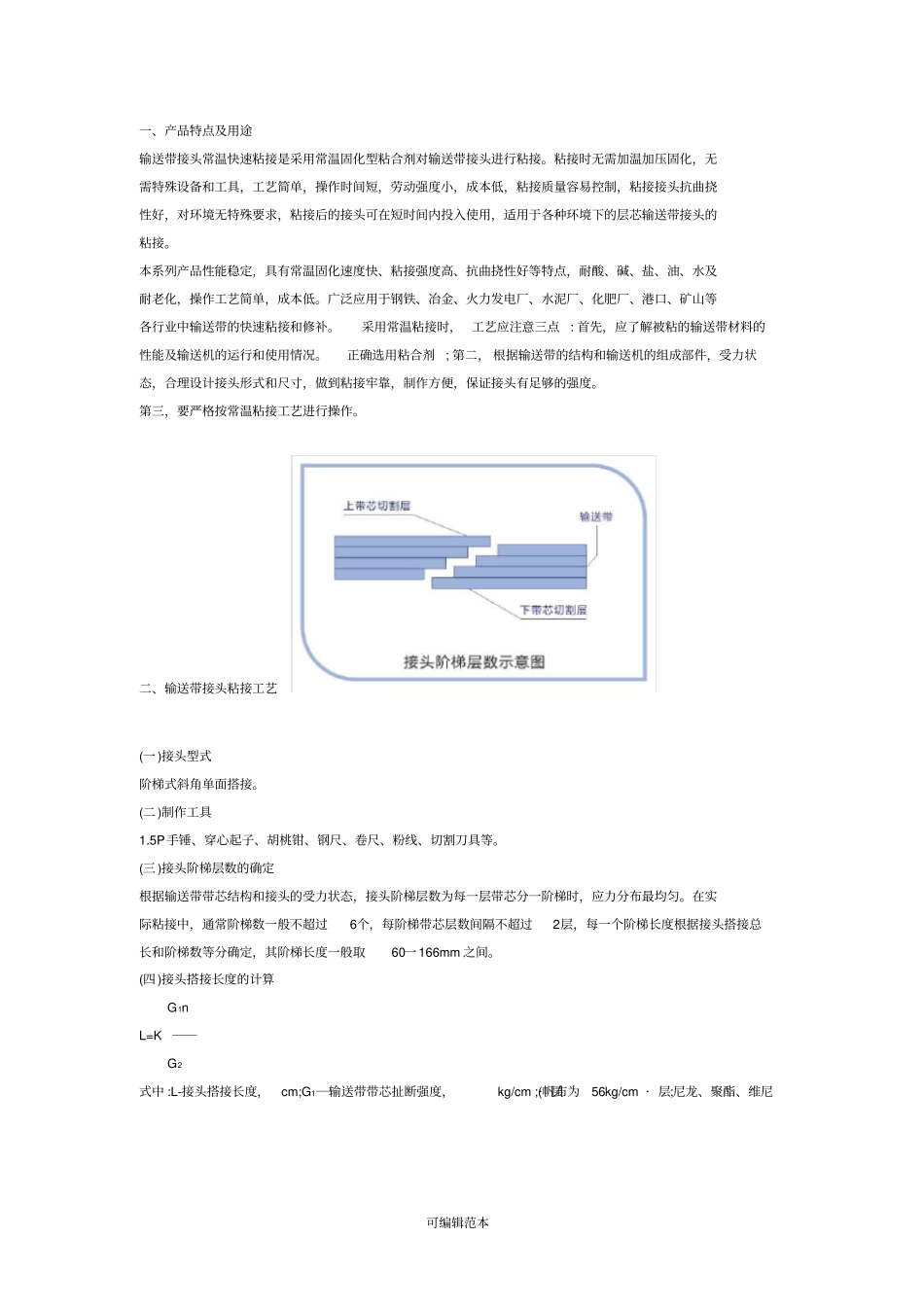
二、输送带接头粘接工艺(一 )接头型式阶梯式斜角单面搭接
(二 )制作工具1
5P手锤、穿心起子、胡桃钳、钢尺、卷尺、粉线、切割刀具等
(三 )接头阶梯层数的确定根据输送带带芯结构和接头的受力状态,接头阶梯层数为每一层带芯分一阶梯时,应力分布最均匀
在实际粘接中,通常阶梯数一般不超过6个,每阶梯带芯层数间隔不超过2层,每一个阶梯长度根据接头搭接总长和阶梯数等分确定,其阶梯长度一般取60一 166mm 之间
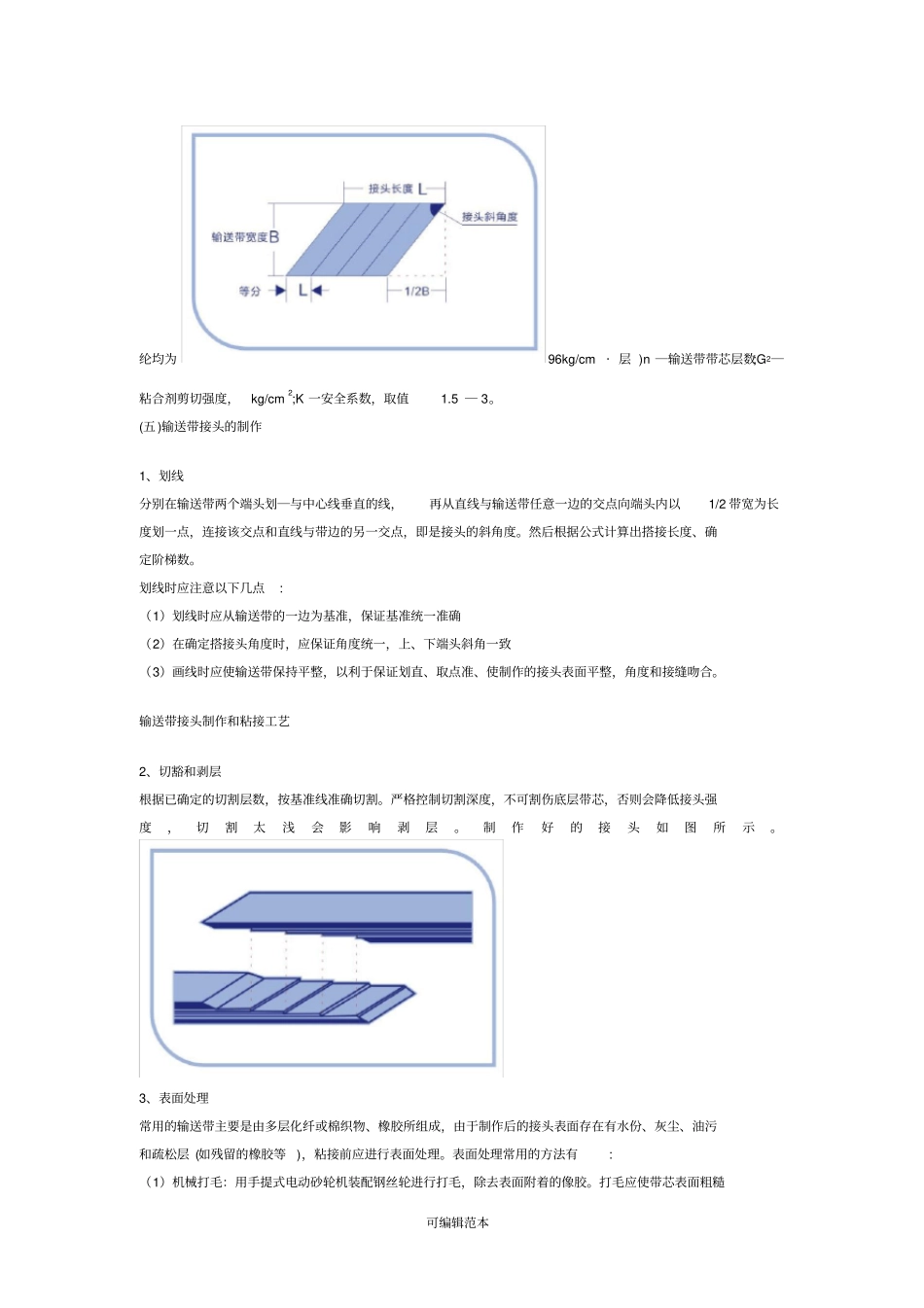
(四 )接头搭接长度的计算G1n L=K ──G2式中 :L-接头搭接长度,cm;G1─输送带带芯扯断强度,kg/cm · 层;(帆布为56 kg/cm · 层;尼龙、聚酯、维尼可编辑范本纶均为96kg/cm· 层 )n ─输送带带芯层数;G2─粘合剂剪切强度,kg/cm2;K 一安全系数,取值1
(五 )输送带接头的制作1、划线分别在输送带两个端头划─与中心线垂直的线,再从