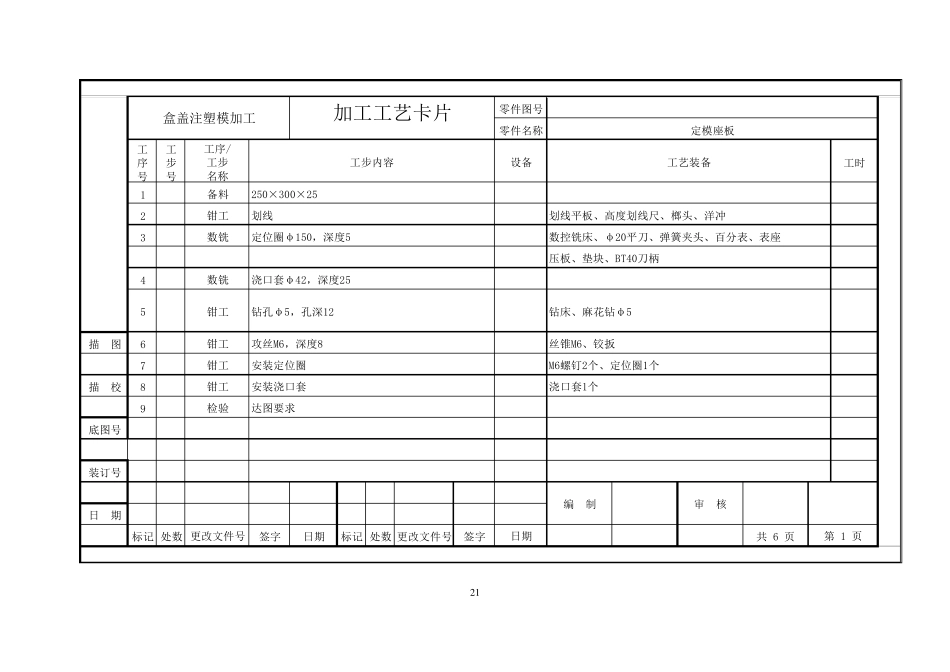
2 1 工序号工步号工时1234描 图67描 校89底图号装订号日 期标记处数签字日期标记处数更改文件号签字共 6 页工步内容250×300×25划线平板、高度划线尺、榔头、洋冲盒盖注塑模加工加工工艺卡片零件图号5工艺装备钳工钳工数控铣床、φ20平刀、弹簧夹头、百分表、表座钻床、麻花钻φ5丝锥M6、铰扳钳工攻丝M6,深度8安装浇口套更改文件号日期第 1 页压板、垫块、BT40刀柄M6螺钉2个、定位圈1个检验达图要求安装定位圈定模座板编 制审 核钳工划线浇口套1个数铣定位圈φ150,深度5数铣浇口套φ42,深度25零件名称钳工钻孔φ5,孔深12工序/工步名称备料设备 2 2 工序号工步号工时123457描 图89描 校10底图号装订号日 期标记处数签字日期标记处数更改文件号签字共 6 页划线平板、高度划线尺、榔头、洋冲铣密封圈孔φ20×3
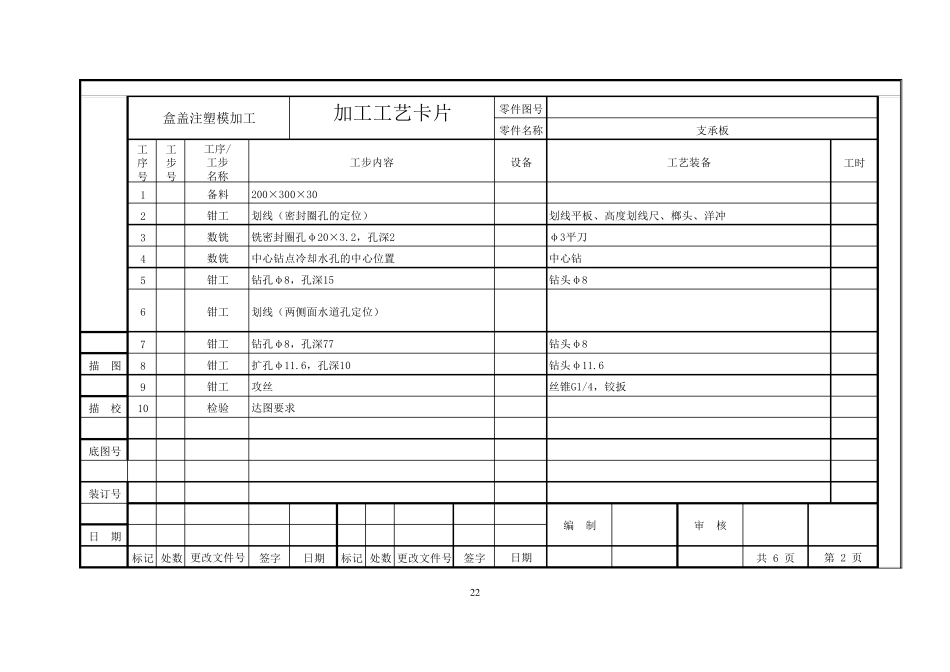
2,孔深2钻孔φ8,孔深15丝锥G1/4,铰扳中心钻钻头φ11
6钻头φ8钳工数铣盒盖注塑模加工加工工艺卡片零件图号6工艺装备钳工φ3平刀钳工更改文件号中心钻点冷却水孔的中心位置钻头φ8检验达图要求日期支承板第 2 页编 制审 核设备钳工划线(密封圈孔的定位)工步内容200×300×30零件名称钳工划线(两侧面水道孔定位)工序/工步名称数铣备料钳工钻孔φ8,孔深77扩孔φ11
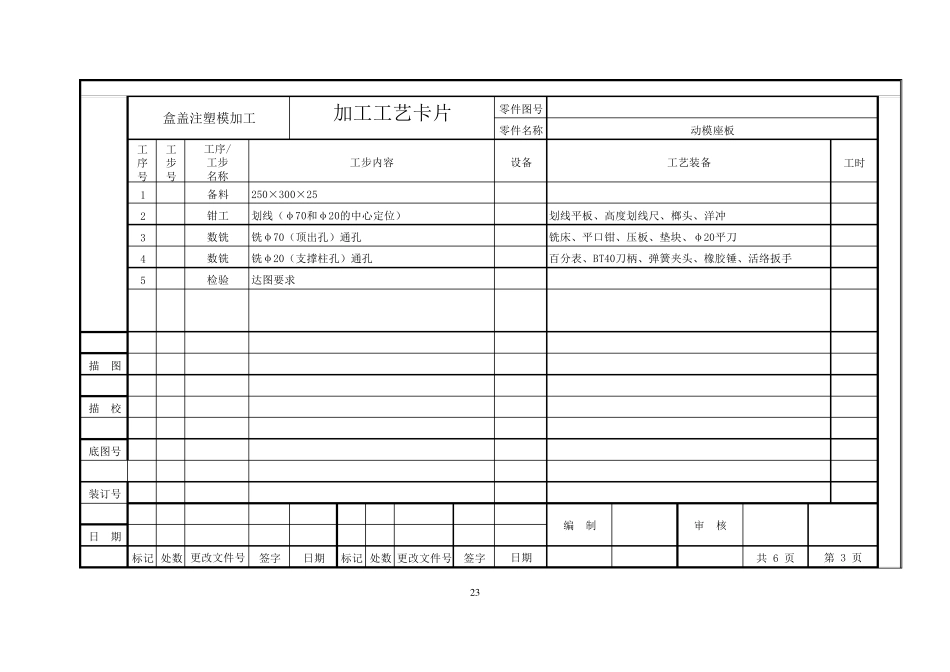
6,孔深10攻丝 2 3 工序号工步号工时12345描 图描 校底图号装订号日 期标记处数签字日期标记处数更改文件号签字共 6 页设备审 核零件名称工序/工步名称备料日期钳工划线(φ70和φ20的中心定位)工步内容250×300×25编 制更改文件号铣φ20(支撑柱孔)通孔第 3 页动模座板铣φ70(顶出孔)通孔铣床、平口钳、压板、垫块、φ20平刀划线平板、高度划线尺、榔头、洋冲数铣盒盖注塑模加工加工工艺卡片零件图号工艺装备检验百分表、BT40刀柄、弹簧夹头、橡胶锤、