1 《金属工艺及机制基础》三级项目报告内容: 偏心轴班级:机械设计及其自动化11 班小组成员: xxxxx 指导教师: xxxx 完成时间: 2016
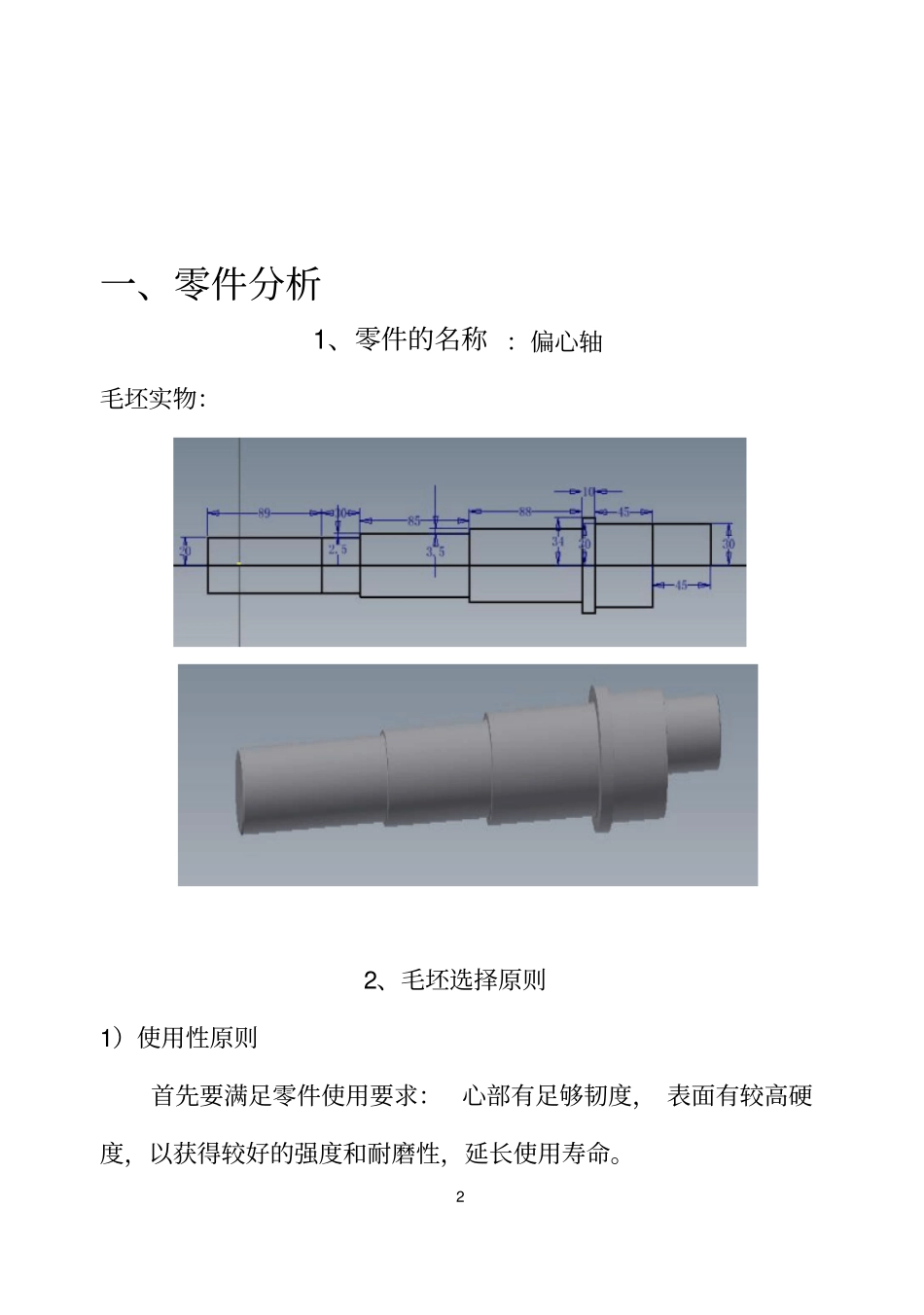
10 2 一、零件分析1、零件的名称 :偏心轴毛坯实物:2、毛坯选择原则1)使用性原则首先要满足零件使用要求:心部有足够韧度, 表面有较高硬度,以获得较好的强度和耐磨性,延长使用寿命
3 2)工艺性原则其次制定生产方案必须与具体生产条件相结合,选择与实际和所需要的性能相符和从而确定其锻造和铸造的确定工艺
3)经济性原则最后,在使用性原则和工艺性原则都满足的情况下,应使其成本降低到最小
二、铸造工艺设计1
铸造的优缺点优点: 1)可以生产出形状复杂, 特别是具有复杂内腔的零件毛坯,如各种箱体、床身、机架等
2)铸造生产的适应性广,工艺灵活性大
工业上常用的金属材料均可用来进行铸造, 铸件的重量可由几克到几百吨,壁厚可由 0
5mm到 1m左右
3)铸造用原材料大都来源广泛,价格低廉,并可直接利用废机件,故铸件成本较低
缺点:1)铸造组织疏松、晶粒粗大,内部易产生缩孔、缩松、气孔等缺陷,因此,铸件的力学性能,特别是冲击韧度低于同种材料的锻件
2)铸件质量不够稳定
假如使用铸造来生成偏心轴毛坯的话,由以下来分析
铸造方法的选择 1 )沙型铸造 ( 尺寸不大 ) 制芯选择:首先,因为做的是偏心轴,造芯稍微复杂一点,其次还要使制芯的操作灵活,所以可以选择手工制芯, 它操作灵活,工艺装备简单,生产准备时间短,适应性强,可以用于各种尺寸大小、 形状不同铸件的生产, 其缺点就是对工人的技术水平要求高,并且劳动强度大,效率低,但是做的是单件或者是小批量生产,所以手工制芯、造型可以满足生产要求
铸件浇注位置和分型面的选择: 该偏心轴无内腔,所以容易满足浇注位置的选择,应该在远离偏心部分的一侧设置浇口,这样浇注液能够顺畅地在型腔内