金属材料弯曲试验方法1.范围本标准规定了弯曲试验方法的原理、符号、试验设备、试样、试验程序、试验结果评定和试验报告本标准适用于金属材料相关产品标准规定试样的弯曲试验,测定其弯曲塑性变形能力
但小适用金属管材和金属焊接接头的弯曲试验
2 试验设备应在配备下列弯曲装置之一的试验机或压力机上完成试验
a) 支辊式弯曲装置;b)V形模具式弯曲装置;c) 虎钳式弯曲装置;2
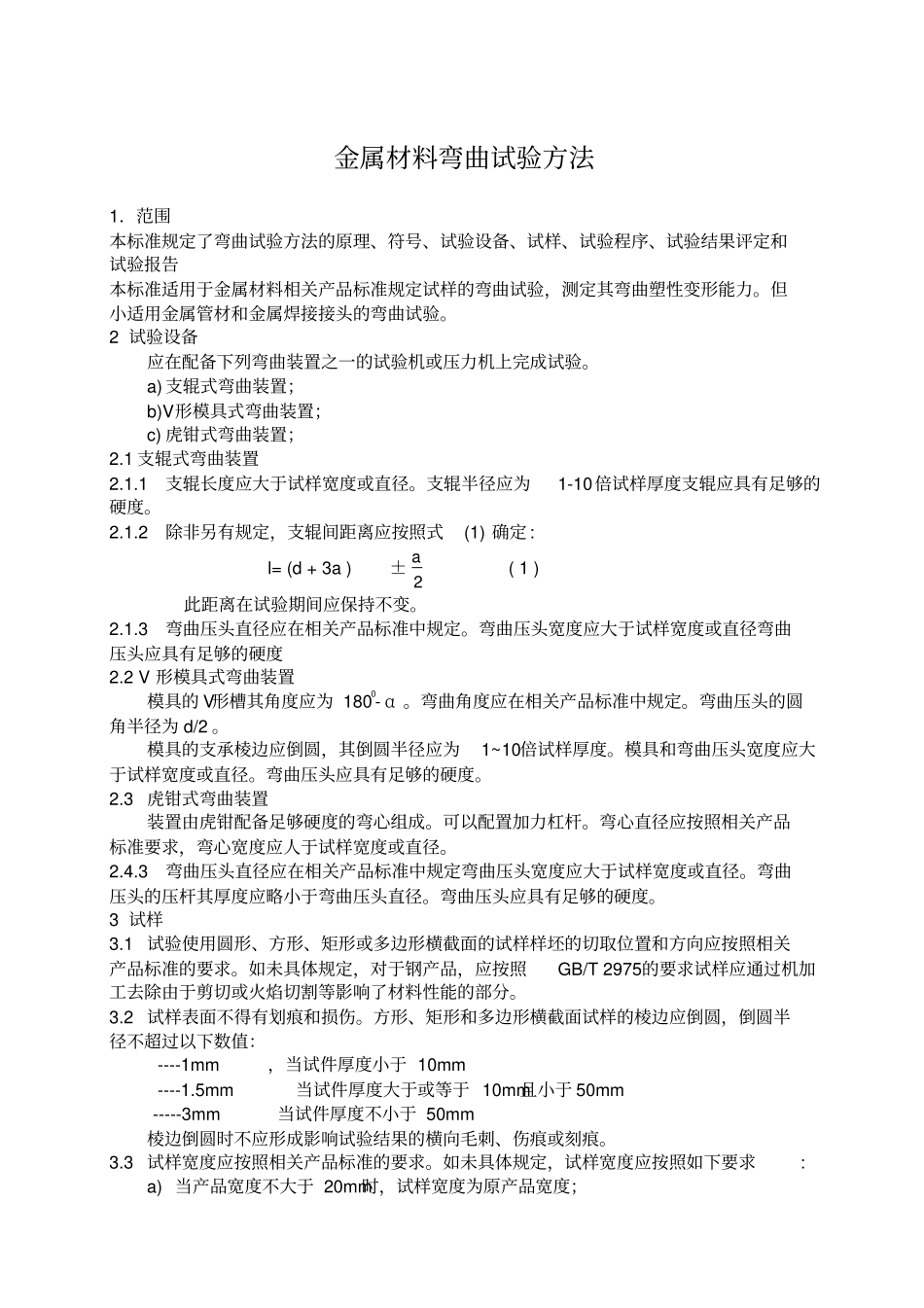
1 支辊式弯曲装置2
1 支辊长度应大于试样宽度或直径
支辊半径应为1-10倍试样厚度支辊应具有足够的硬度
2 除非另有规定,支辊间距离应按照式(1) 确定 : l= (d + 3a ) ±2a ( 1 ) 此距离在试验期间应保持不变
3 弯曲压头直径应在相关产品标准中规定
弯曲压头宽度应大于试样宽度或直径弯曲压头应具有足够的硬度2
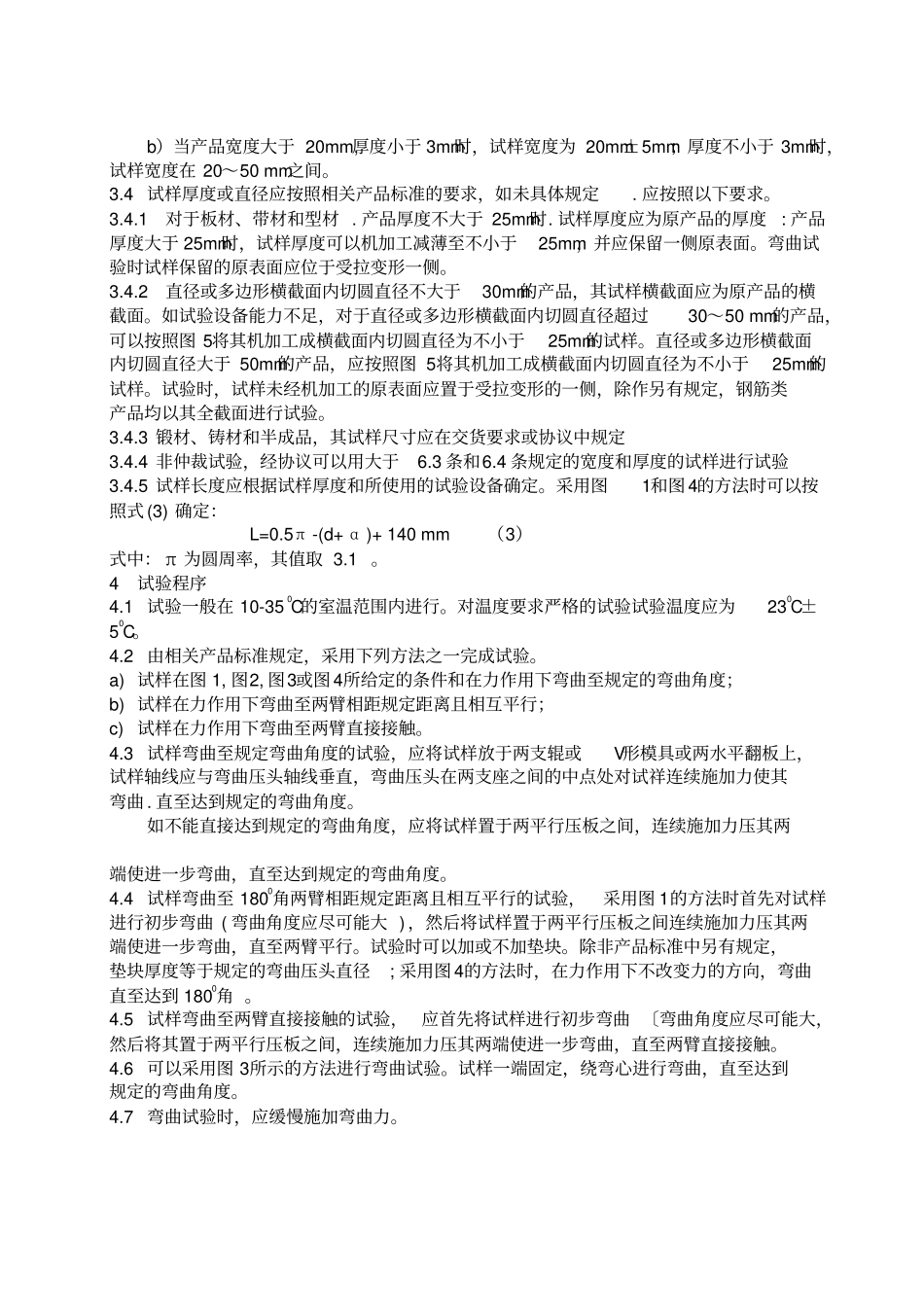
2 V 形模具式弯曲装置模具的 V形槽其角度应为 1800- α
弯曲角度应在相关产品标准中规定
弯曲压头的圆角半径为 d/2
模具的支承棱边应倒圆,其倒圆半径应为1~10倍试样厚度
模具和弯曲压头宽度应大于试样宽度或直径
弯曲压头应具有足够的硬度
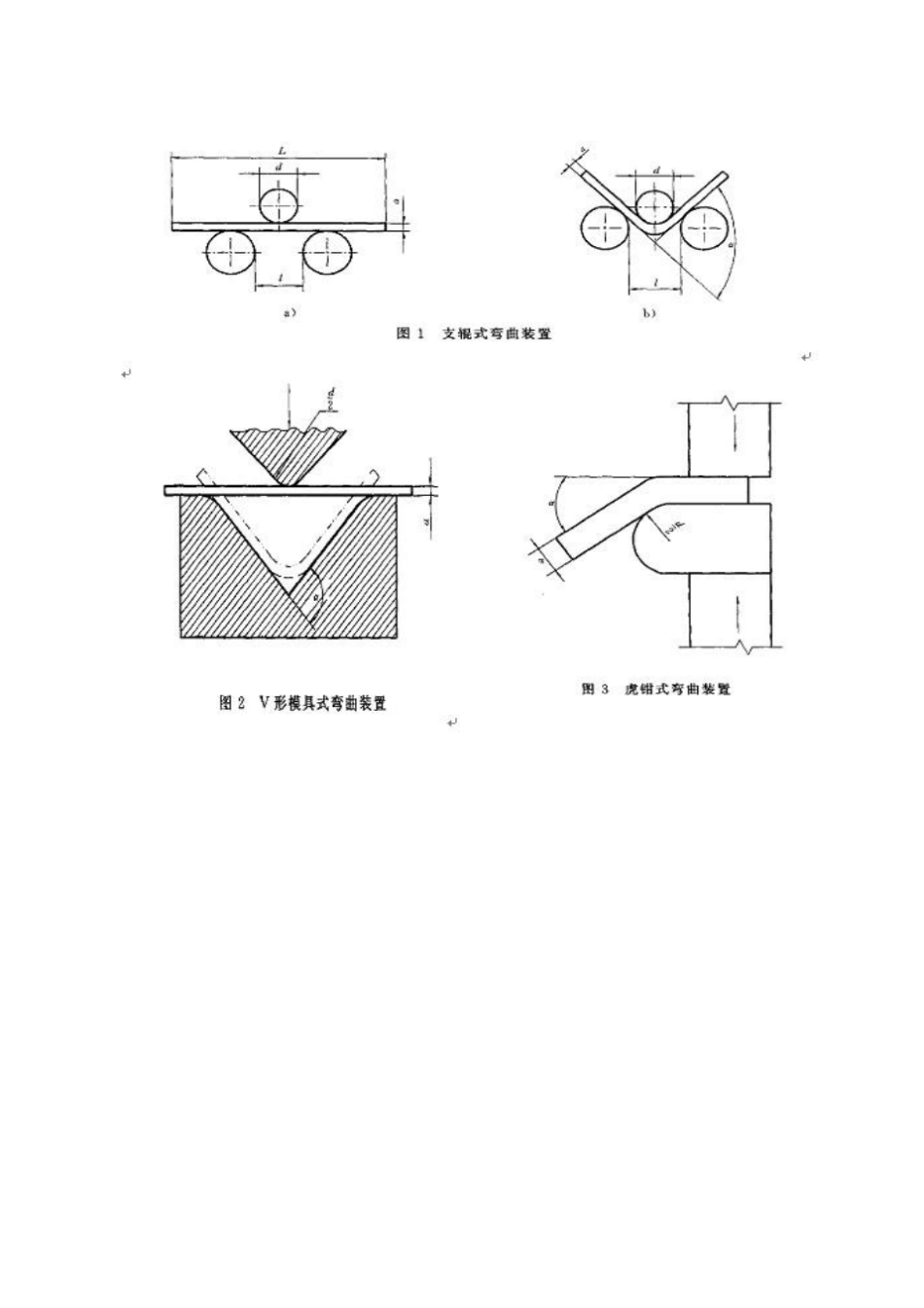
3 虎钳式弯曲装置装置由虎钳配备足够硬度的弯心组成
可以配置加力杠杆
弯心直径应按照相关产品标准要求,弯心宽度应人于试样宽度或直径
3 弯曲压头直径应在相关产品标准中规定弯曲压头宽度应大于试样宽度或直径
弯曲压头的压杆其厚度应略小于弯曲压头直径
弯曲压头应具有足够的硬度
1 试验使用圆形、方形、矩形或多边形横截面的试样样坯的切取位置和方向应按照相关产品标准的要求
如未具体规定,对于钢产品,应按照GB/T 2975的要求试样应通过机加工去除由于剪切或火焰切割等影响了材料性能的部分
2 试样表面不得有划痕和损伤
方形、矩形和多边形横截面试样的棱边应倒圆,倒圆半径不超过以下数值: ----1m