1欢迎下载6.4 钻孔、扩孔、锪孔加工工艺编程6.4.1 实体上钻孔加工用钻头在实体材料上加工孔的方法,称为钻孔
钻削时,工件固定,钻头安装在主轴上做旋转运动( 主运动 ) ,钻头沿轴线方向移动( 进给运动 )
在实体上钻孔刀具有普通麻花钻、可转位浅孔钻及扁钻等
1.实体上钻孔加工刀具⑴麻花钻麻花钻是一种使用量很大的孔加工刀具
钻头主要用来钻孔,也可用来扩孔
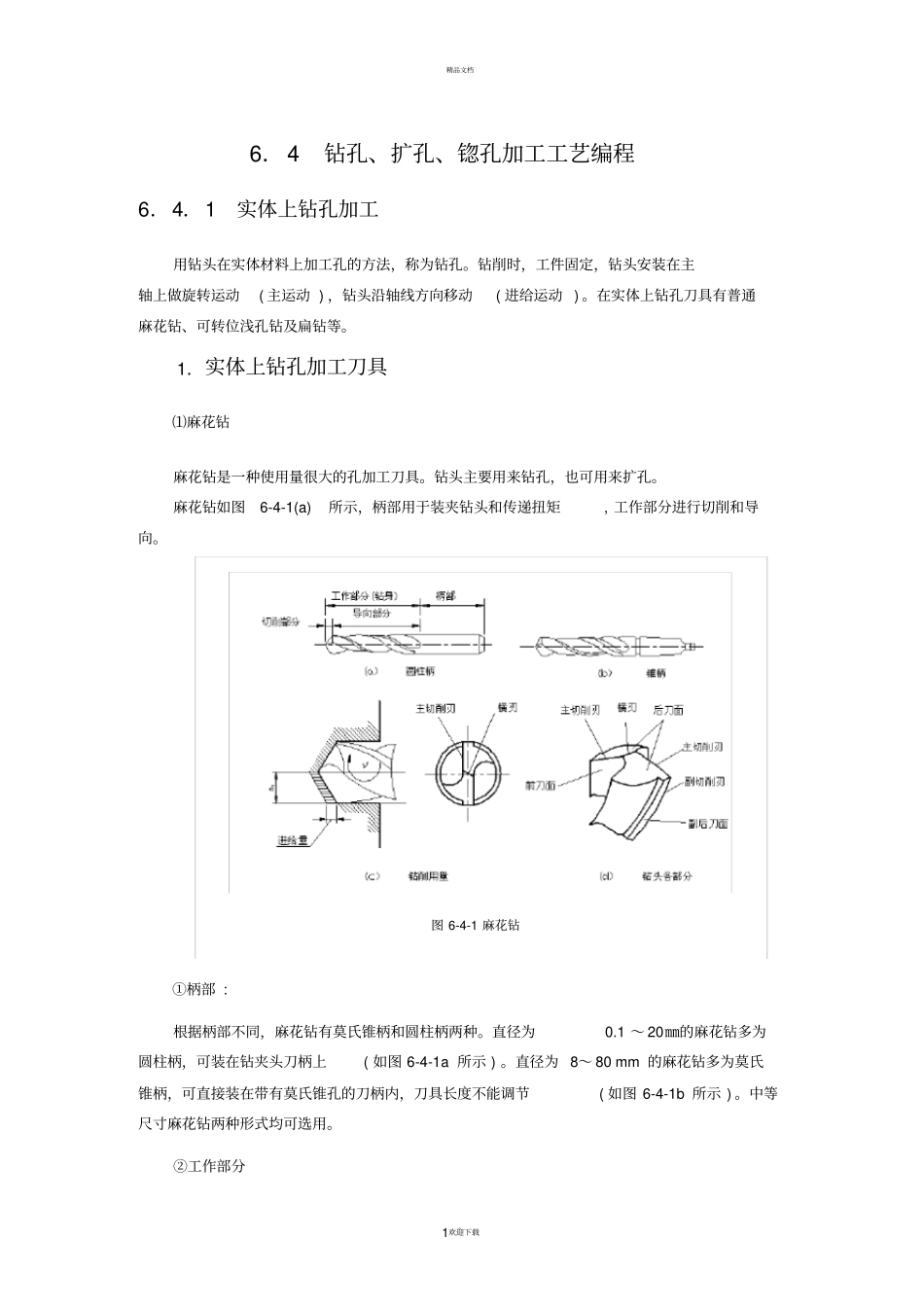
麻花钻如图6-4-1(a)所示,柄部用于装夹钻头和传递扭矩, 工作部分进行切削和导向
①柄部 : 根据柄部不同,麻花钻有莫氏锥柄和圆柱柄两种
1 ~ 20㎜的麻花钻多为圆柱柄,可装在钻夹头刀柄上( 如图 6-4-1a 所示 )
直径为 8~ 80 mm 的麻花钻多为莫氏锥柄,可直接装在带有莫氏锥孔的刀柄内,刀具长度不能调节( 如图 6-4-1b 所示 )
中等尺寸麻花钻两种形式均可选用
②工作部分图 6-4-1 麻花钻精品文档
2欢迎下载工作部分又分为导向部分及切削部分
导向部分 : 麻花钻导向部分起导向、修光、排屑和输送切削液作用,也是切削部分的后备
切削部分 : 如图 6-4-1d 所示:麻花钻的切削部分有两个主切削刃、两个副切削刃和一个横刃
两个螺旋槽是切屑流经的表面,为前刀面;与孔底相对的端部两曲面为主后刀面;与孔壁相对的两条刃带为副后刀面
为了提高麻花钻钻头刚性,应尽量选用较短的钻头,但麻花钻的工作部分应大于孔深,以便排屑和输送切削液
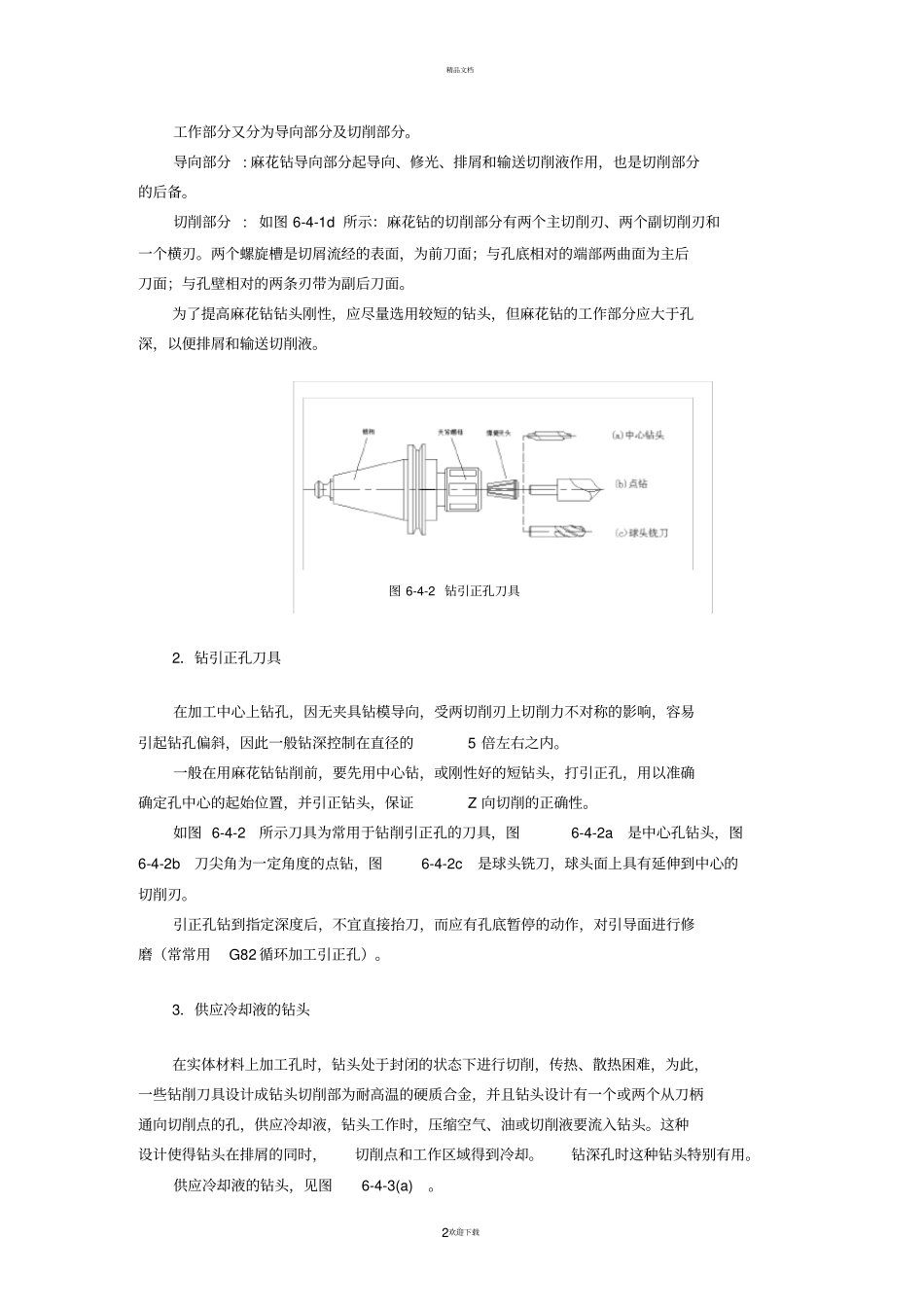
2.钻引正孔刀具在加工中心上钻孔,因无夹具钻模导向,受两切削刃上切削力不对称的影响,容易引起钻孔偏斜,因此一般钻深控制在直径的5 倍左右之内
一般在用麻花钻钻削前,要先用中心钻,或刚性好的短钻头,打引正孔,用以准确确定孔中心的起始位置,并引正钻头,保证Z 向切削的正确性
如图 6-4-2所示刀具为常用于钻削引正孔的刀具,图6-4-2a是中心孔钻头,图6