预埋件施工方案编制依据:《建筑施工手册》《建筑施工工艺标准》《电力建设施工、验收及质量验评标准汇编》业主提供的预埋铁件图集各部位结构施工图、建筑施工图二、编制目的:本工程预埋件数量大、种类多,加工质量要求高,预埋安装位置要求精确,加工制作和预埋安装都比较困难
因此,结合现场施工情况编制此方案,提出各项技术措施,以指导施工,达到保质保量的完成预埋件的加工制作和安装的目的
三、加工前准备:1、材料准备:预埋件主要使用材料有: 8
16mm厚 Q235B钢板,直径 10
25mm螺纹钢,业主提供的预埋螺栓、钢构件,E43XX 、E50XX 型焊条等
钢材进场应对钢材进行全面检查,钢材必须具备出厂牌号、同一炉罐号及供货商提供的详细实验资料
钢板表面不得有裂纹、拉裂、气泡、折叠、夹杂、结疤和压入氧化铁皮,钢板不得有分层
钢板表面不允许有妨碍检查表面缺陷的薄层氧化铁皮或铁锈及凹凸度不大于钢板厚度公差之半的麻点、凹面、划痕及其它局部缺陷,且应保证钢板允许的最小厚度
焊条需有供货商提供的性能资料,严禁使用药皮脱落或焊芯生锈的焊条、受潮结块或已熔烧过的焊剂及生锈的焊丝
螺纹钢的入场要求同钢筋工程施工方案中的要求,详细见主厂房钢筋工程施工方案
钢材除需要进场检查外,还需实验室对钢材各方面性能进行取样实验
钢板一般需进行焊接实验、摩擦面的抗滑移系数实验、工艺性实验等
实验完成后实验员需将实验数据资料送检,合格后将资料发给铁件加工主管,铁件加工主管凭实验资料进行预埋件加工,严禁使用未经实验检测的钢材加工预埋件
2、人员准备:预埋件加工人员需持有特殊工种(焊工)上岗证,有一定的铁件加工经验,入场后经培训一周,熟悉预埋件加工的各项技术、操作要求后方可进行埋件的加工制作
由于预埋件加工工程量较大,因此加工人员人数需配备足够,避免因埋件加工缓慢而影响现场主体施工进度
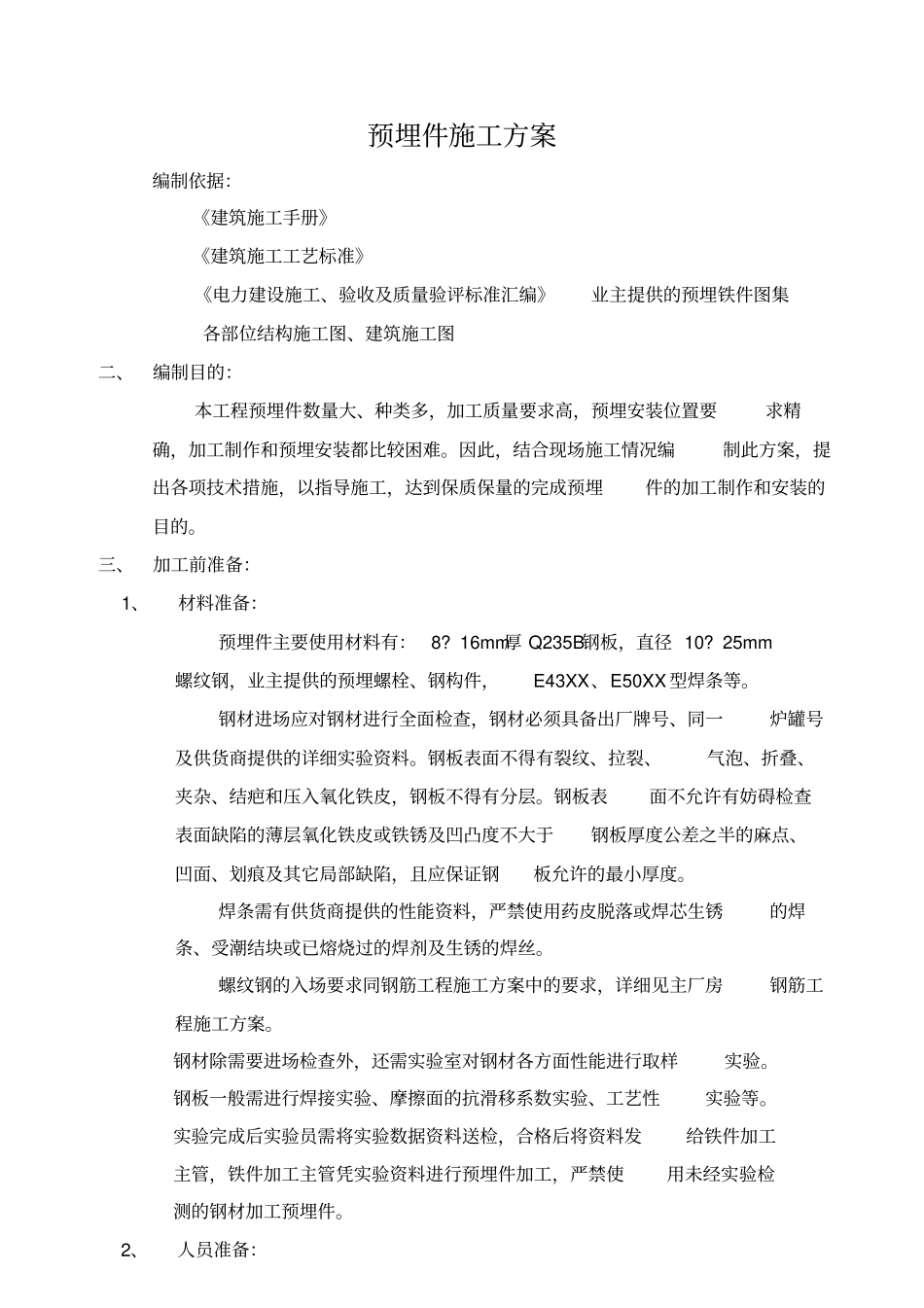
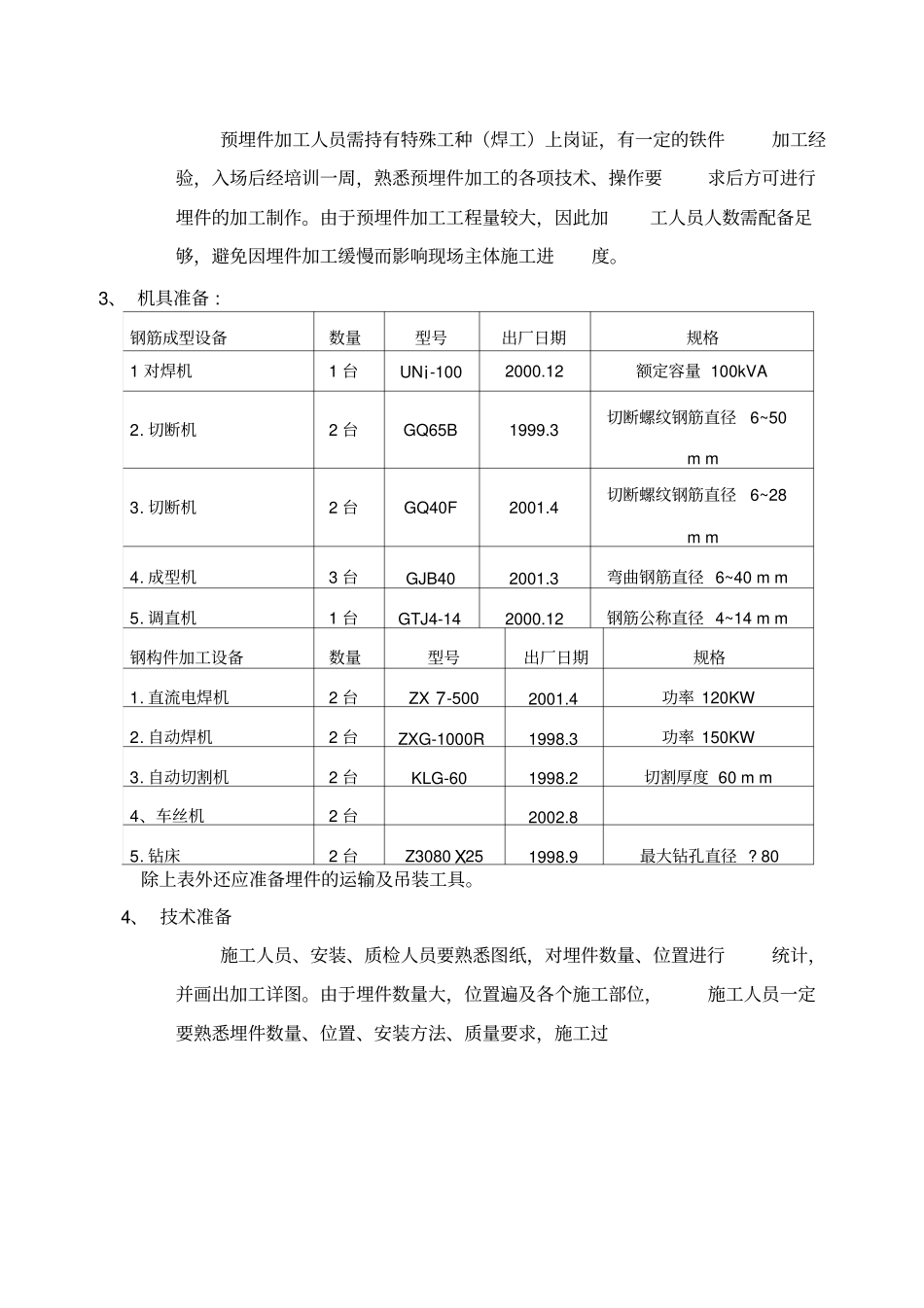
3、 机具准备 : 钢筋成型设备数