吃刀湃度(T)1
ooaow开曲傑度
25LU■*▼踞径间距念)]o
Foon=下打堤度E)i
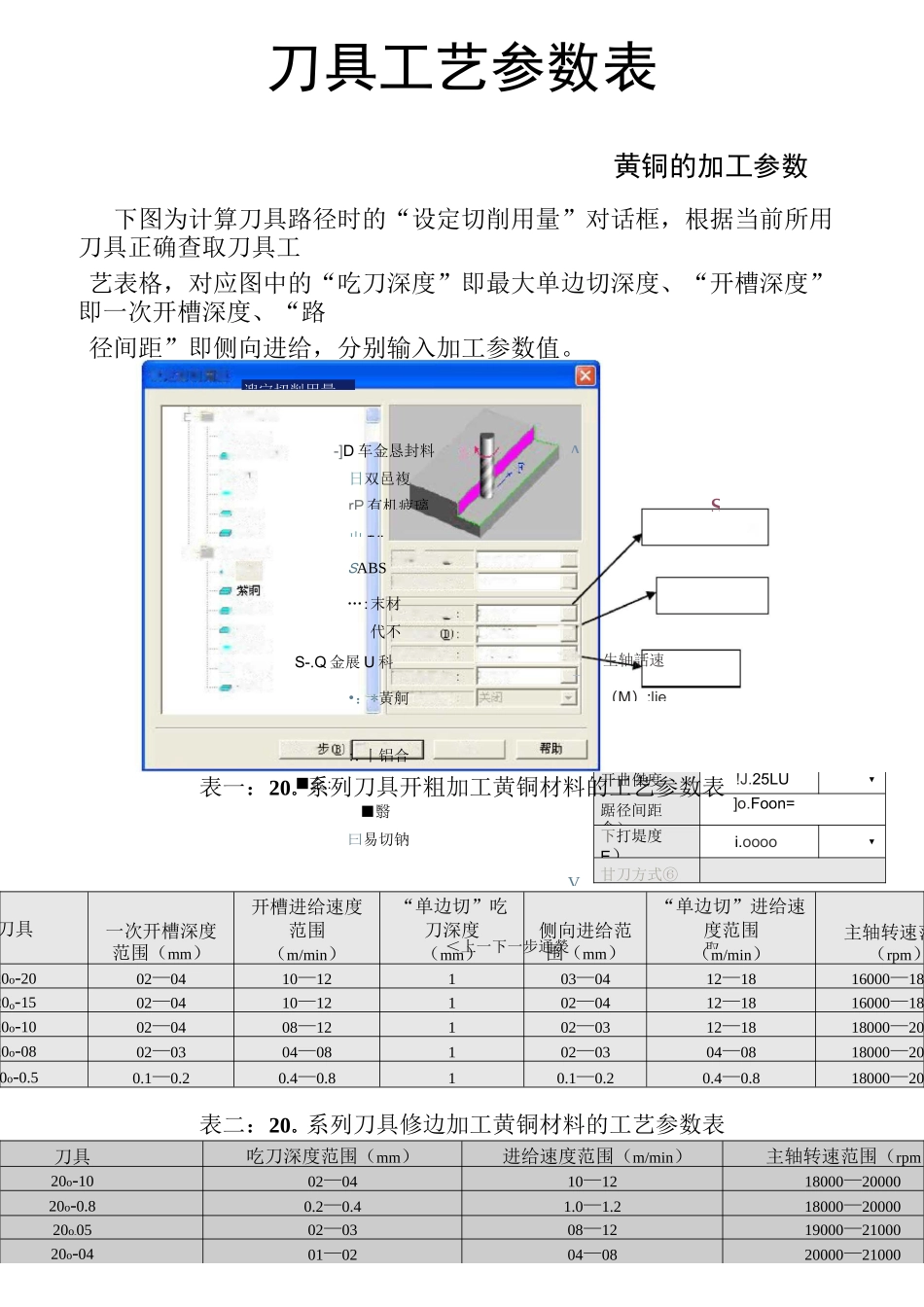
oooo▼甘刀方式⑥刀具工艺参数表黄铜的加工参数下图为计算刀具路径时的“设定切削用量”对话框,根据当前所用刀具正确查取刀具工艺表格,对应图中的“吃刀深度”即最大单边切深度、“开槽深度”即一次开槽深度、“路径间距”即侧向进给,分别输入加工参数值
系列刀具开粗加工黄铜材料的工艺参数表刀具一次开槽深度范围(mm)开槽进给速度范围(m/min)“单边切”吃刀深度(mm)侧向进给范围(mm)“单边切”进给速度范围(m/min)主轴转速范围(rpm)20o-2002—0410—12103—0412—1816000—1800020o-1502—0410—12102—0412—1816000—1800020o-1002—0408—12102—0312—1818000—2000020o-0802—0304—08102—0304—0818000—2000020o-0
818000—20000表二:20
系列刀具修边加工黄铜材料的工艺参数表刀具吃刀深度范围(mm)进给速度范围(m/min)主轴转速范围(rpm)20o-1002—0410—1218000—2000020o-0
218000—2000020o-0502—0308—1219000—2100020o-0401—0204—0820000—21000As=V取谀定切削用量出 rv:<上一下一步通熒-]D 车金恳封料日双邑複rP 有机疲璃SABS…:末材代不S-
Q 金展 U 科•:*黃舸:
丨铝合■金:■翳曰易切钠•E 中诜耦生轴話速(M):lie20o-0301—0204—0620000—2200020o-0201—0202—0420000—2