C6150A 普通车床数控改造方案一、概述:贵公司现有 C61140 普通车床,为了提高生产效率,提高产品的一致性和加工复杂零件
贵公司提出对 C61140 普通车床进行数控化升级改造
根据贵公司提出的技术要求,结合我公司在数控机床改造方面积累的经验
特制定如下C61140 普通车床数控化升级改造技术协议
二、机械改造部分:根据《GJB5481-2005 国家军用标准》{机床数控化改造通用技术要求}改造前,应按 GB/T 17421
1-1998 规定的方法对机床几何精度进行检测,并符合下列要求:对于改造后需加工的零件(顶头)精度在 8 级或 8 级以上的机床,其几何精度应不低于(设备修理精度检验技术手册)Ⅱ类机床的要求
对于改造后需加工的零件精度在 8 级以下的机床,其几何精度应不低于(设备修理精度检验技术手册)Ⅲ类机床的要求
(说明:由于该车床为全新设备
在改造前由双方共同确认机床几何精度,如果几何精完全符合国家标准及出厂精度将不进行几何精度修复工作
)▲改造部分(1)进给系统改造:用数控系统控制纵横两方向的伺服电机,实现 X、Z 两方向的进给
① 保留 Z 轴梯形丝杆,只增加伺服电机及行星减速机,获得Z 向进给运动
②将刀架滑动丝杠螺母副改为滚珠丝杠副
通过连接装置与伺服电机连接,得到 X 向进给运动
(2) 刀架保留原手动刀架,如需电动刀架,费用另计(3)保留主轴的驱动方式,增加主轴编码器,编码器采用同步带传动方式
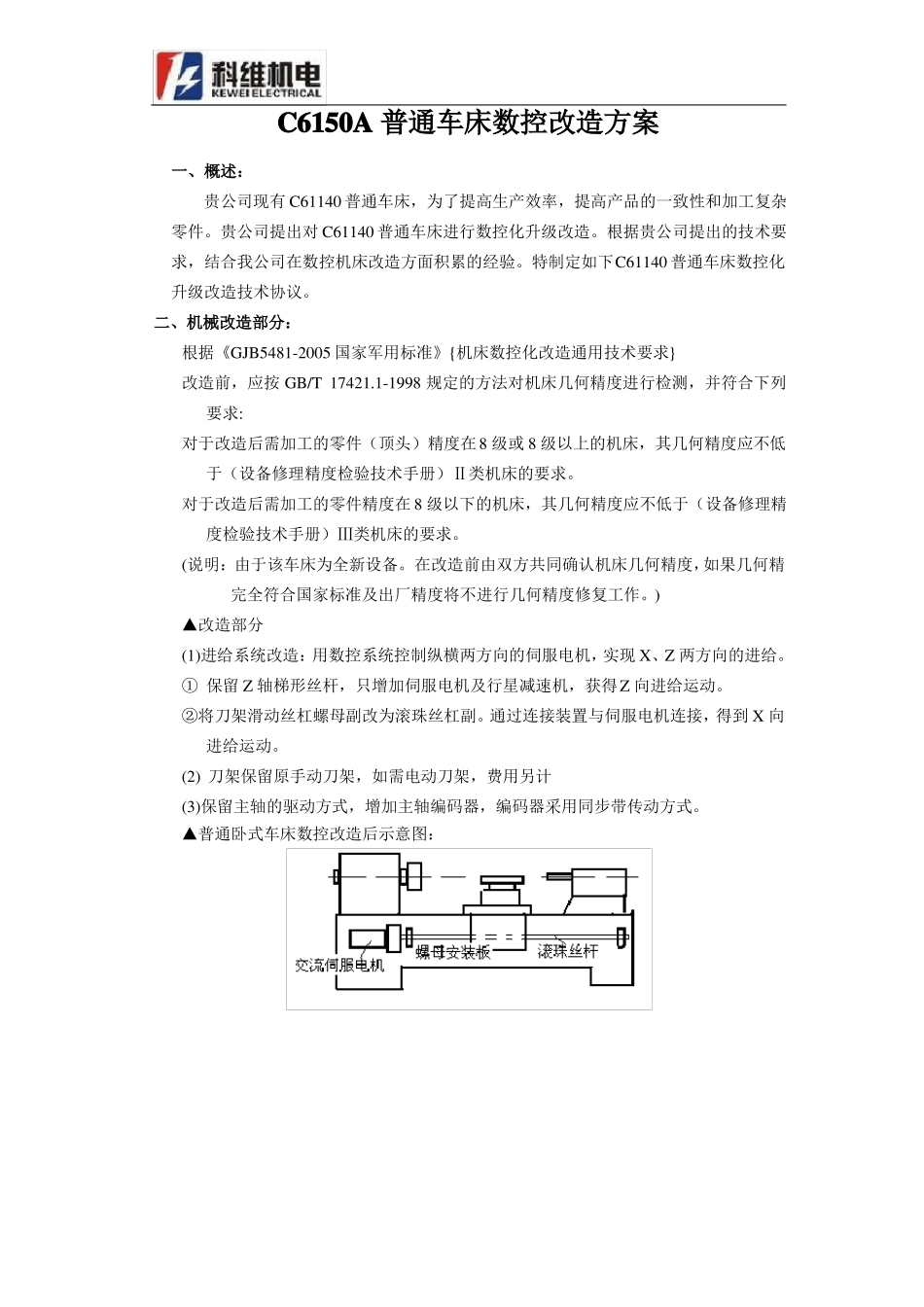
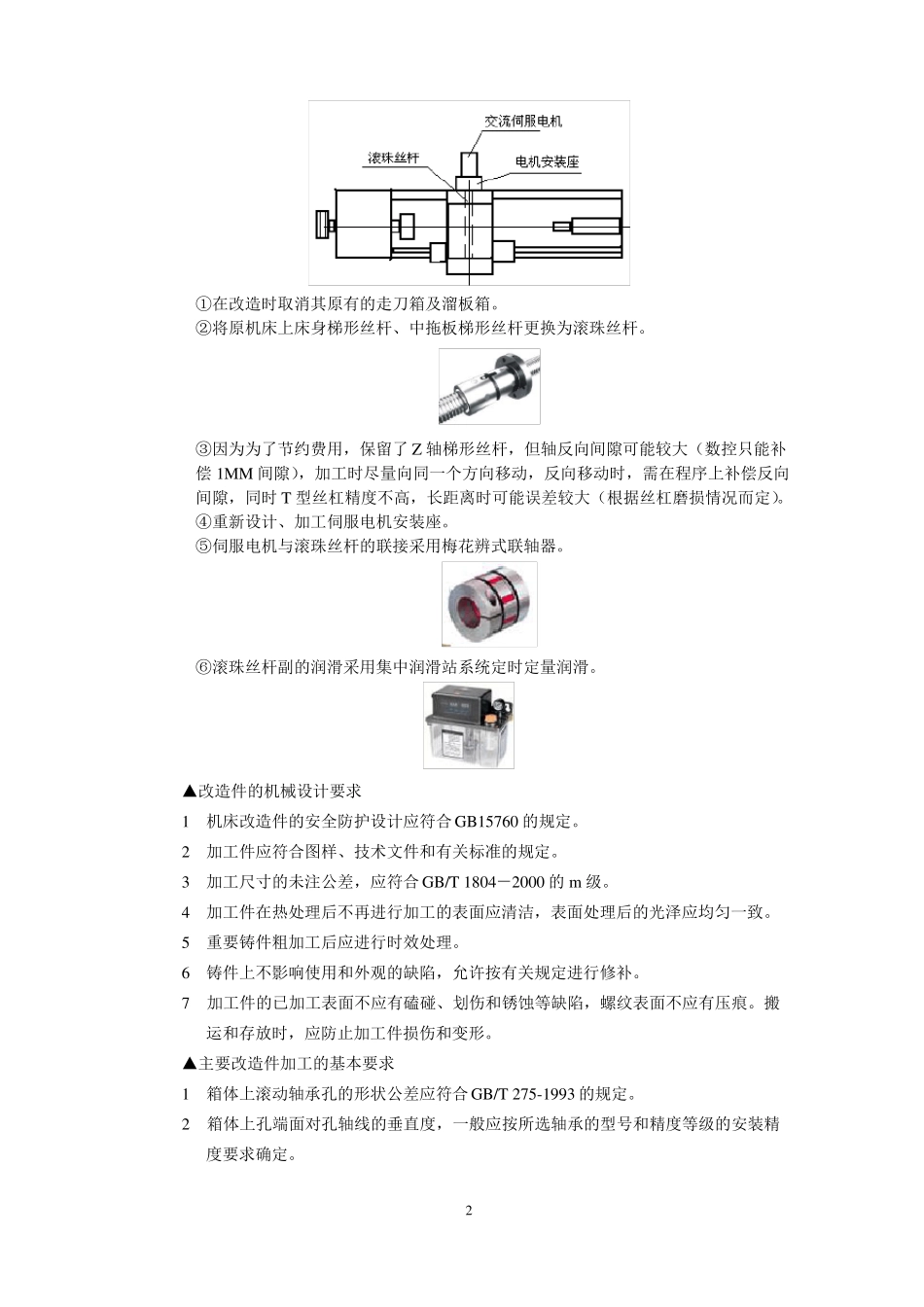
▲普通卧式车床数控改造后示意图:①在改造时取消其原有的走刀箱及溜板箱
②将原机床上床身梯形丝杆、中拖板梯形丝杆更换为滚珠丝杆
③因为为了节约费用,保留了 Z 轴梯形丝杆,但轴反向间隙可能较大(数控只能补偿 1MM 间隙),加工时尽量向同一个方向移动,反向移动时,需在程序上补偿反向间隙,同时 T 型丝杠精度不高,长距离时可能误差较大(根据丝杠磨损情况而定)