品质管理部 焊接外观检查基准书 1
适用范围 本标准适用于阀门焊接部位的外观检查
适用范围和限制 1) 本基准只作为焊接部位肉眼检查的基准,对焊缝内部质量进行评定时,不适用本基准,对焊缝内部质量要根据相应的其它检查方法评定
但是,无损检测中的渗透(PT)探伤也可适用本基准
2) 本基准检查项目中,对图纸明确规定的缺陷,应满足图纸要求为原则
3) 图纸中未注明焊接符号处,多余进行焊接的,原则上不允许
4) 对于重复缺陷的评定 参考 3
17)项目检查
5) 对于超出检查基准的焊接缺陷,应进行必要的返修,返修结束后重新进行检查
焊接部外观检查项目: 1) 焊角尺寸(LEG LENGTH) 2) 咬边(UNDER CUT) 3) 焊缝表面气孔(BEAD BLOW HOLE) 4) 焊瘤(OVER LAP) 5) 未焊透 6) 背面余高(烧穿:BURN THROUGH) 7) 未熔合 8) 裂纹(CRACK) 9) 弧坑(CRATER) 10) 焊缝连接 11) 电弧损伤 12) 焊缝形状 13) 焊角不对称 14) 飞溅焊痘 15) 漏焊 16) 重复缺陷 17) 焊缝打磨 18) 连接部错边 品质管理部 4
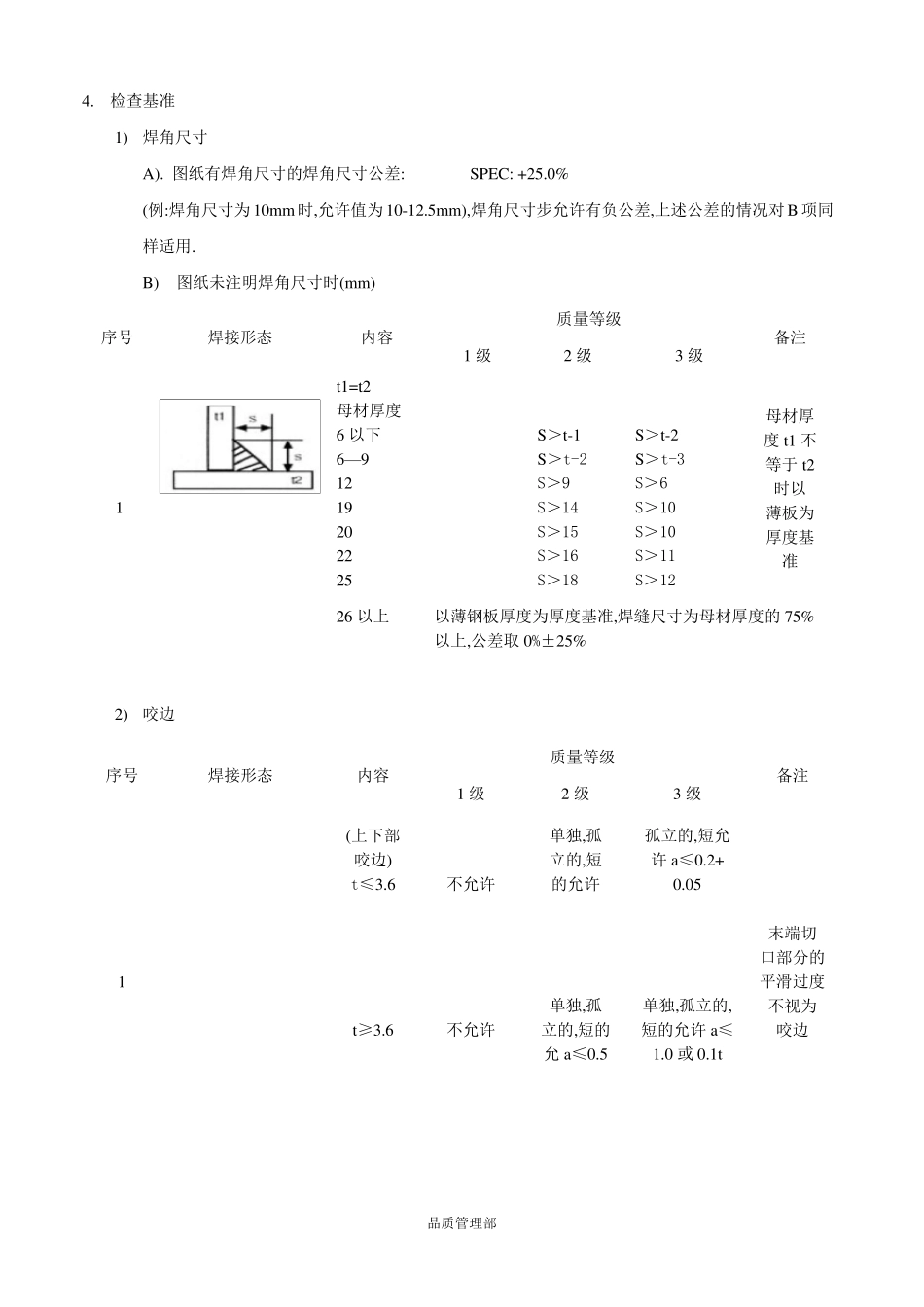
检查基准 1) 焊角尺寸 A)
图纸有焊角尺寸的焊角尺寸公差: SPEC: +25
0% (例:焊角尺寸为10mm 时,允许值为10-12
5mm),焊角尺寸步允许有负公差,上述公差的情况对B 项同样适用
B) 图纸未注明焊角尺寸时(mm) 序号 焊接形态 内容 质量等级 备注 1 级 2 级 3 级 1 t1=t2 母材厚度 6 以下 6—9 12 19 20 22 25 S>t-1 S>t-2 S>9 S>14 S>15 S>16 S>18 S>t-2 S>t-3 S>6 S>10 S>10 S>11 S>12 母材厚 度t1 不 等于t