焊 接 工 艺 作 业指导书编制原则 一、原材料、成品、辅材进场管理 1、进场钢材应附有合格的质量验收证明书
证明书的各项指标应符合设计和国家标准要求
现场人员必须严格按照质量证明书中标注的钢号、规格、批号等与实际进场料核对无误后方可使用
2、钢材表面不允许有裂缝、结疤、气泡和夹渣,钢材表面锈蚀、麻点或划痕的深度不得大于该钢材厚度负偏差值的一半
3、进入现场的钢材应分类、分规格堆放,并作好标记
钢材底部用木方垫起,保持通风,雨季要求采取一定的保护措施
4、高强螺栓存放应防潮、防雨、防粉尘,按规格、类型、批号分类存放
5、焊接材料:Q235 钢的焊接采用碳钢焊条 E43 系列,Q345 钢采用低合金钢焊条E50 系列
焊接材料应按批号、牌号和规格分别存放在适温、干燥的储藏室内
二、结构焊接工程: (一)、加工前的准备工作 1、审查设计图纸:对图中的结构构件种类、数量、材质、各构件相互关系及接头的细部尺寸进行认真核对,复杂的构件需放样审查
做好技术质量交底工作
2、绘制加工工艺图:以设计图纸为依据,编制详细的加工工艺图图纸
该图纸必须包括材质、材料规格、材料拼接、加工工艺要求、构件加工精度和焊接、收缩预留量
3、备料:根据加工工艺图计算各种材料,不同材质、不同规格型号的净用量
钢材用量应包括工艺损耗和非工艺损耗
焊接材料均附有质量证明书,并符合设计要求和国家规定标准
焊条型号与主体金属相匹配
(二)、钢结构焊接 1、钢结构加工工艺流程:审查图纸绘制加工工艺图→编制各类工艺流程图→原材料验收复验→分类堆放→原材料矫正→连接材料验收→放样→放样验收→制作样板→制作胎具及钻模→号料→号料检验→切割→制孔→边缘加工→弯制→零件矫正→防腐→分类堆放→组装焊接→构件矫正→构件编号→除锈→油漆→编号→构件分类堆放→验收
2、零件加工 2
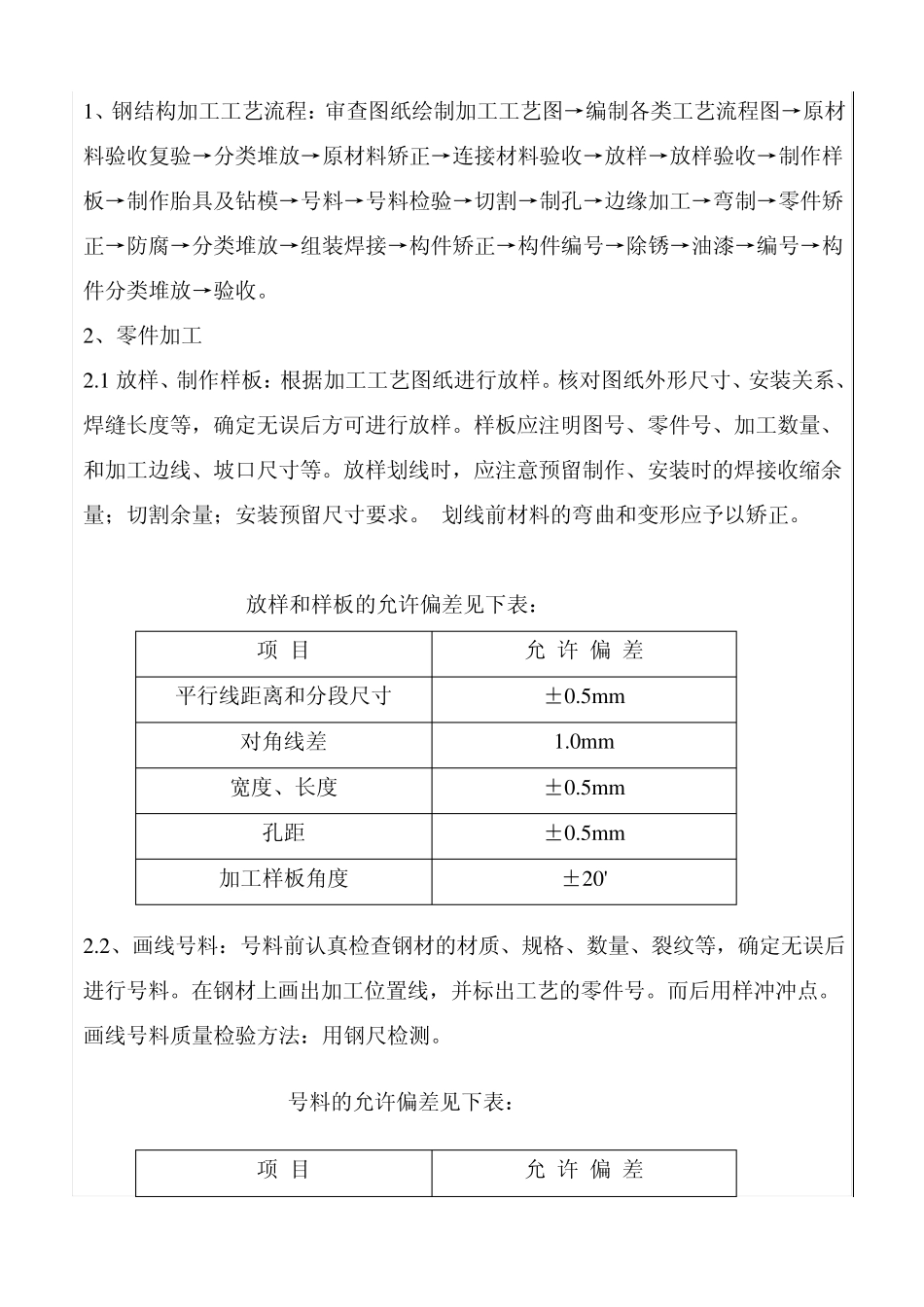
1 放样、制作样板:根据加