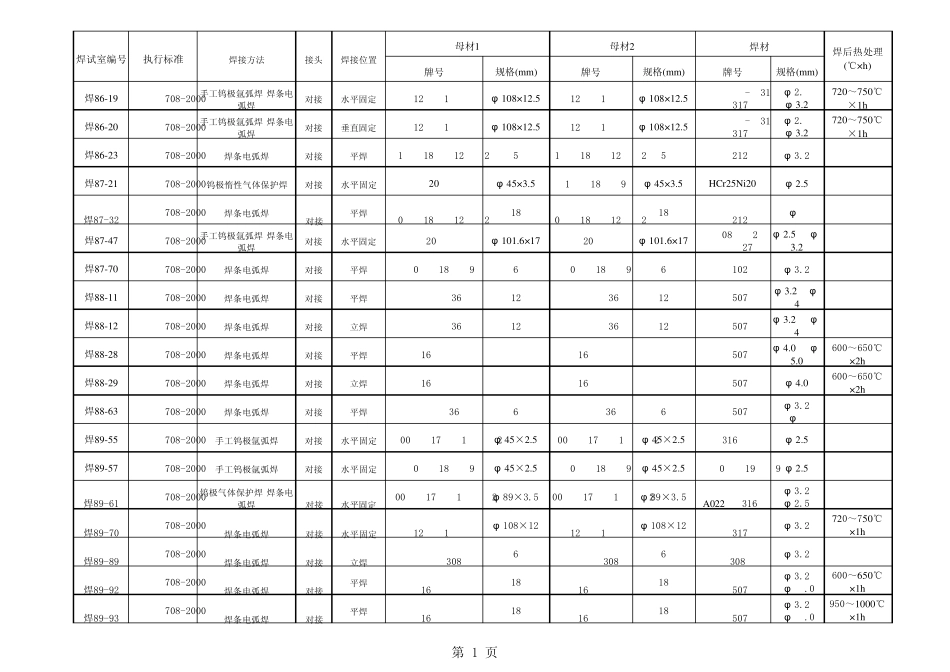
牌号规格(mm)牌号规格(mm)牌号 规格(mm)焊86-19JB4708-2000手工钨极氩弧焊 焊条电弧焊对接水平固定12Cr1MoVφ 108× 12
512Cr1MoV φ 108× 12
5TIG-R31R317φ 2
2720~750℃×1h焊86-20JB4708-2000手工钨极氩弧焊 焊条电弧焊对接垂直固定12Cr1MoVφ 108× 12
512Cr1MoV φ 108× 12
5TIG-R31R317φ 2
2720~750℃×1h焊86-23JB4708-2000焊条电弧焊对接平焊 1Cr18Ni12Mo2Ti 51Cr18Ni12Mo2Ti5A212φ 3
2焊87-21JB4708-2000钨极惰性气体保护焊对接水平固定20φ 45× 3
51Cr18Ni9Tiφ 45× 3
5HCr25Ni20φ 2
5焊87-32JB4708-2000焊条电弧焊对接平焊 0Cr18Ni12Mo2Ti180Cr18Ni12Mo2Ti18A212φ 4焊87-47JB4708-2000手工钨极氩弧焊 焊条电弧焊对接水平固定20#φ 101
6× 1720#φ 101
6× 17H08Mn2SiJ427φ 2
2焊87-70JB4708-2000焊条电弧焊对接平焊0Cr18Ni960Cr18Ni96A102φ 3
2焊88-11JB4708-2000焊条电弧焊对接平焊SPV3612SPV3612J507φ 3
2 φ4焊88-12JB4708-2000焊条电弧焊对接立焊SPV3612SPV3612J507φ 3
2 φ4焊88-28JB4708-2000焊条电弧焊对接平焊16MnR4416MnR44J507φ 4
0600~650℃× 2h焊88-29JB4708-2000焊条电弧焊对接立焊16MnR4416MnR44J50