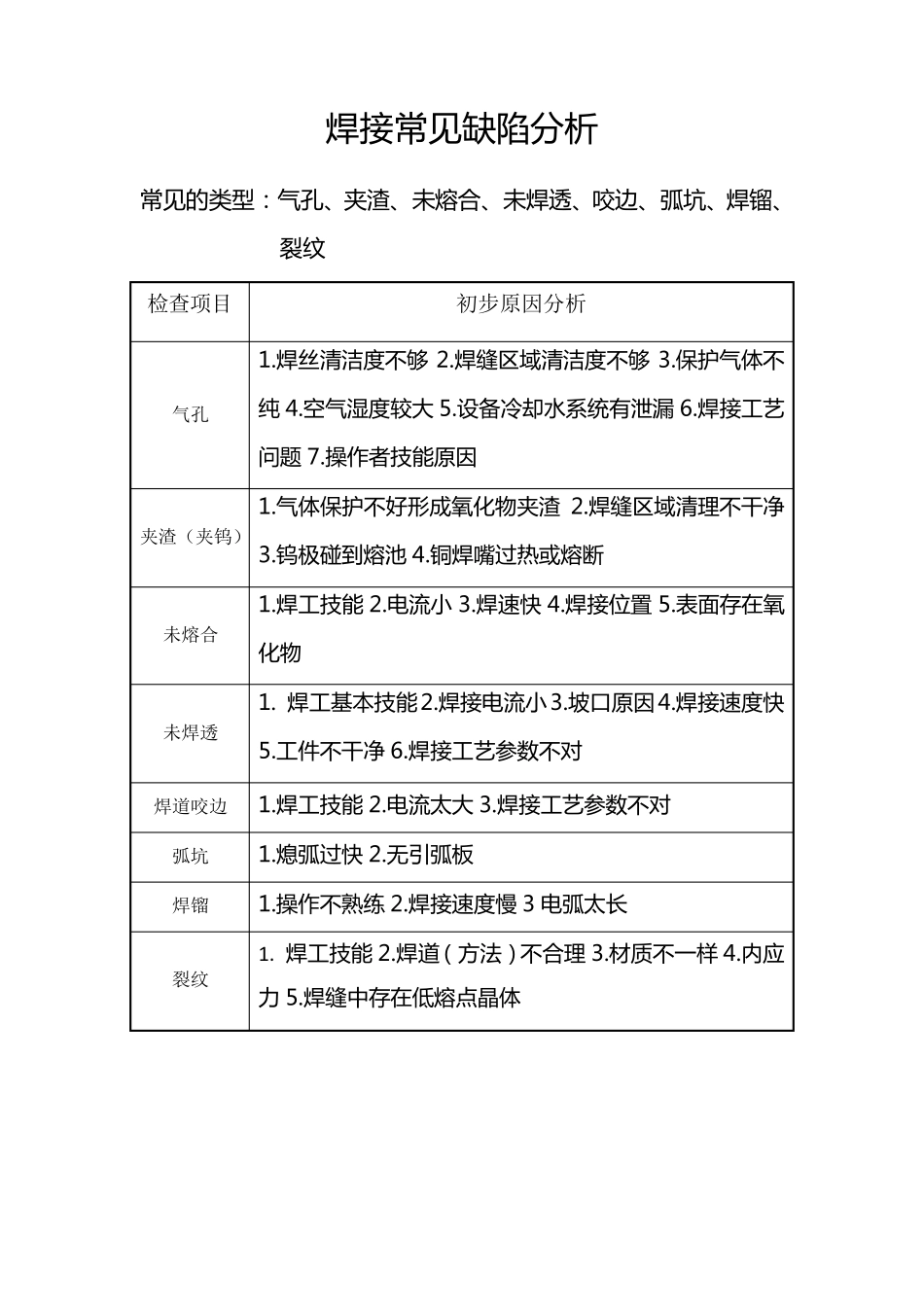
焊 接 常 见 缺 陷 分 析 常 见 的 类 型 : 气 孔 、夹渣、未熔合、未焊 透、咬边、弧坑、焊 镏、裂纹 检查项目 初步原因分析 气孔 1
焊 丝清洁度不够 2
焊 缝区域清洁度不够 3
保护气 体不纯 4
空气 湿度较大 5
设备冷却水系统有泄漏 6
焊 接 工艺问题 7
操作者技能原因 夹渣(夹钨) 1
气 体保护不好形成氧化物夹渣 2
焊 缝区域清理不干净3
钨极碰到熔池 4
铜焊 嘴过热或熔断 未熔合 1
焊 工技能 2
焊 速快 4
焊 接 位置 5
表面存在氧化物 未焊透 1
焊 工基本技能2
焊 接 电流小3
焊 接 速度快 5
工件不干净 6
焊 接 工艺参数不对 焊道咬边 1
焊 工技能 2
电流太大 3
焊 接 工艺参数不对 弧坑 1
熄弧过快 2
无引弧板 焊镏 1
操作不熟练 2
焊 接 速度慢 3 电弧太长 裂纹 1
焊 工技能 2
焊 道(方法)不合理 3
材质不一样 4
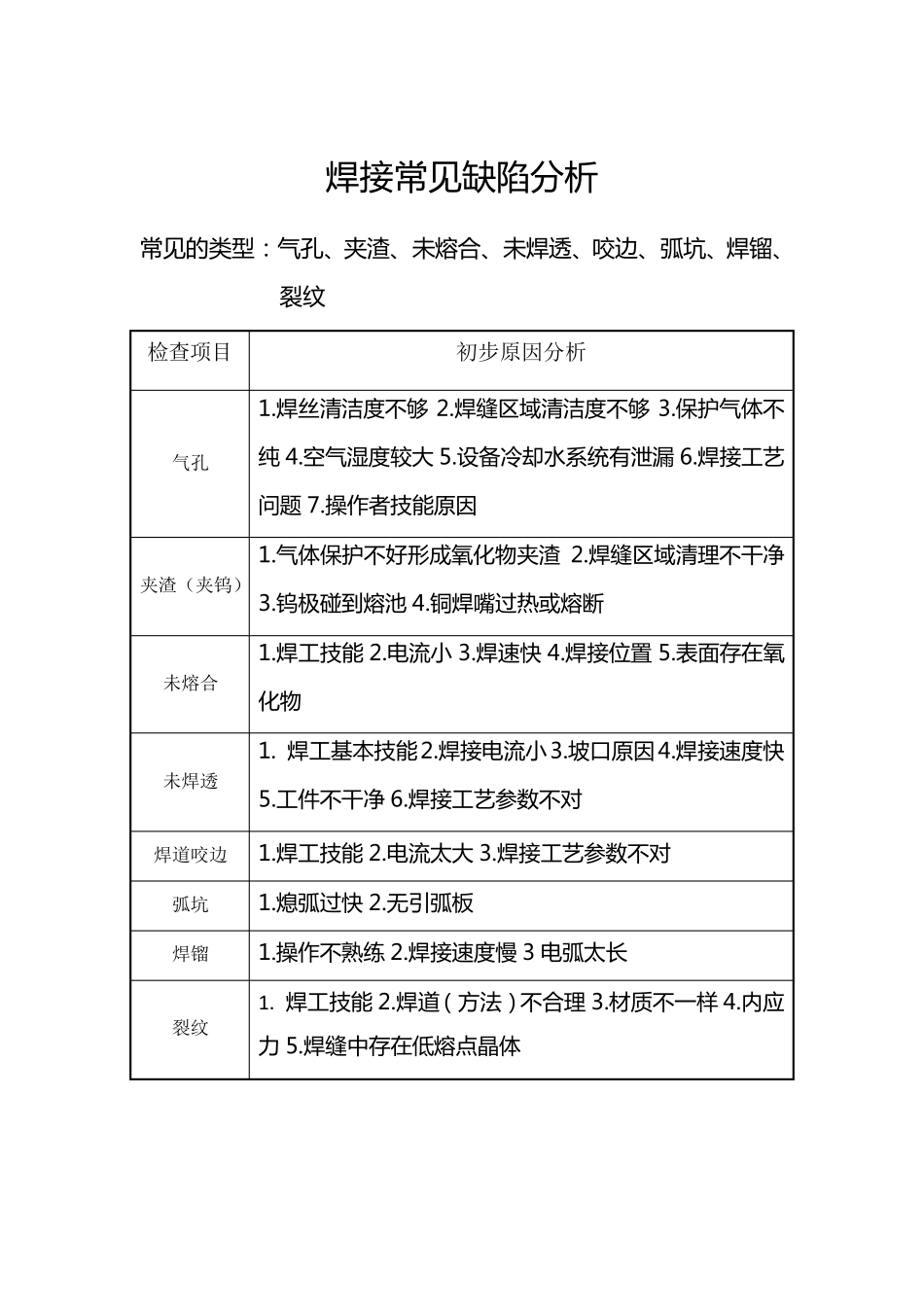
焊 缝中存在低熔点晶体 焊 接 常 见 缺 陷 分 析 常 见 的 类 型 : 气 孔 、夹渣、未熔合、未焊 透、咬边、弧坑、焊 镏、裂纹 检查项目 初步原因分析 气孔 1
焊 丝清洁度不够 2
焊 缝区域清洁度不够 3
保护气 体不纯 4
空气 湿度较大 5
设备冷却水系统有泄漏 6
焊 接 工艺问题 7
操作者技能原因 夹渣(夹钨) 1
气 体保护不好形成氧化物夹渣 2
焊 缝区域清理不干净3
钨极碰到熔池 4
铜焊 嘴过热或熔断 未熔合 1
焊 工技能 2
焊 速快 4
焊 接 位置 5
表面存在氧化物 未焊透 1
焊 工基本技能2
焊 接 电流小3
焊 接 速度快 5
工件不干净 6
焊 接 工艺参数不对 焊道咬边 1
焊 工技能 2
电流太大 3
焊 接 工艺参数不对 弧坑 1
熄弧过快 2