// 焊接质量检验方法和标准 1 目的 规定焊接产品的表面质量、焊接质量、确保产品满足客户的要求, 适用范围:适用于焊接产品的质量认可
2 责任 生产部门,品质部门可参照本准则对焊接产品进行检验
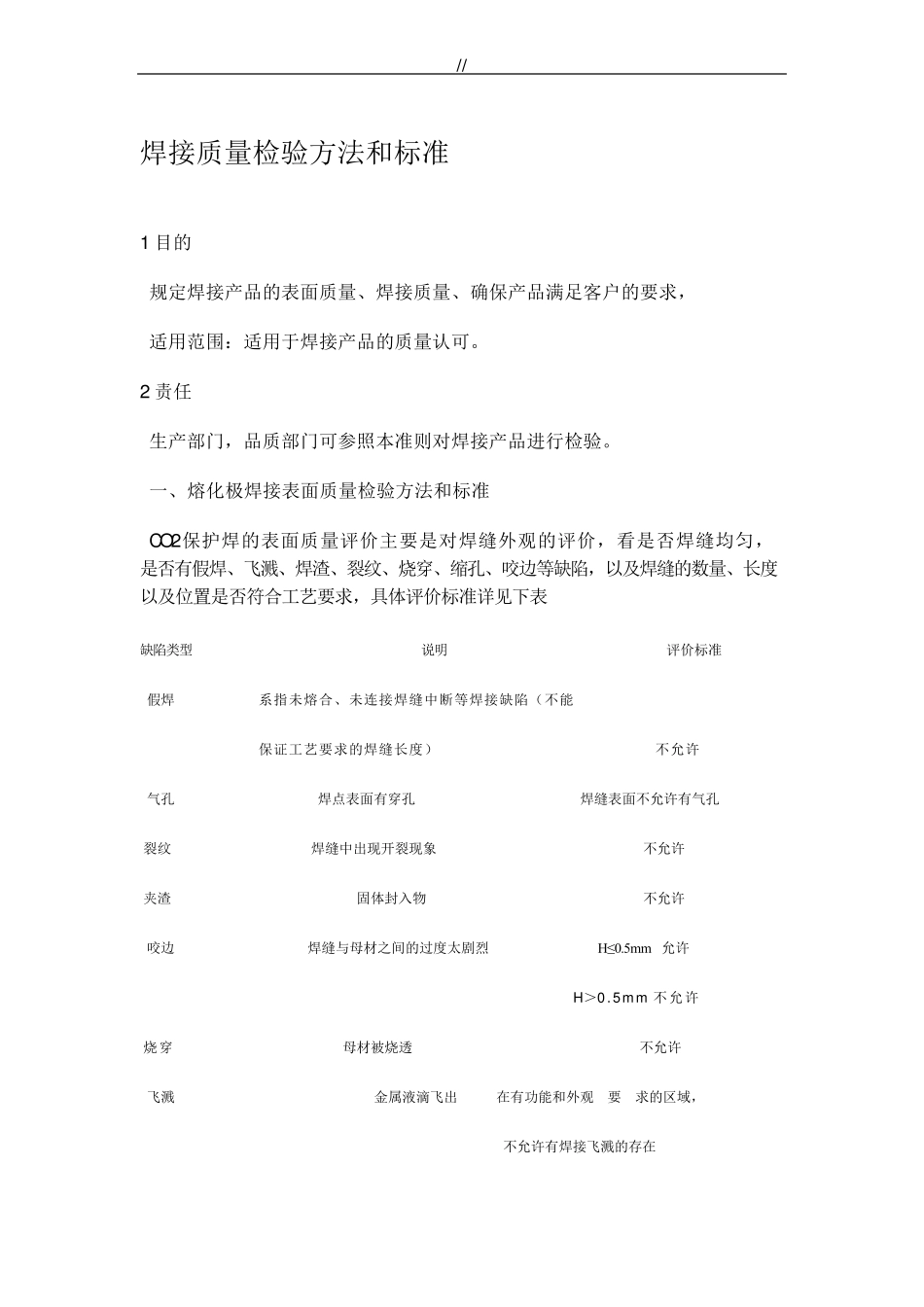
一、熔化极焊接表面质量检验方法和标准 CO2保护焊的表面质量评价主要是对焊缝外观的评价,看是否焊缝均匀,是否有假焊、飞溅、焊渣、裂纹、烧穿、缩孔、咬边等缺陷,以及焊缝的数量、长度以及位置是否符合工艺要求,具体评价标准详见下表 缺陷类型 说明 评价标准 假焊 系指未熔合、未连接焊缝中断等焊接缺陷(不能 保证工艺要求的焊缝长度) 不允许 气孔 焊点表面有穿孔 焊缝表面不允许有气孔 裂纹 焊缝中出现开裂现象 不允许 夹渣 固体封入物 不允许 咬边 焊缝与母材之间的过度太剧烈 H≤0
5mm 允许 H>0
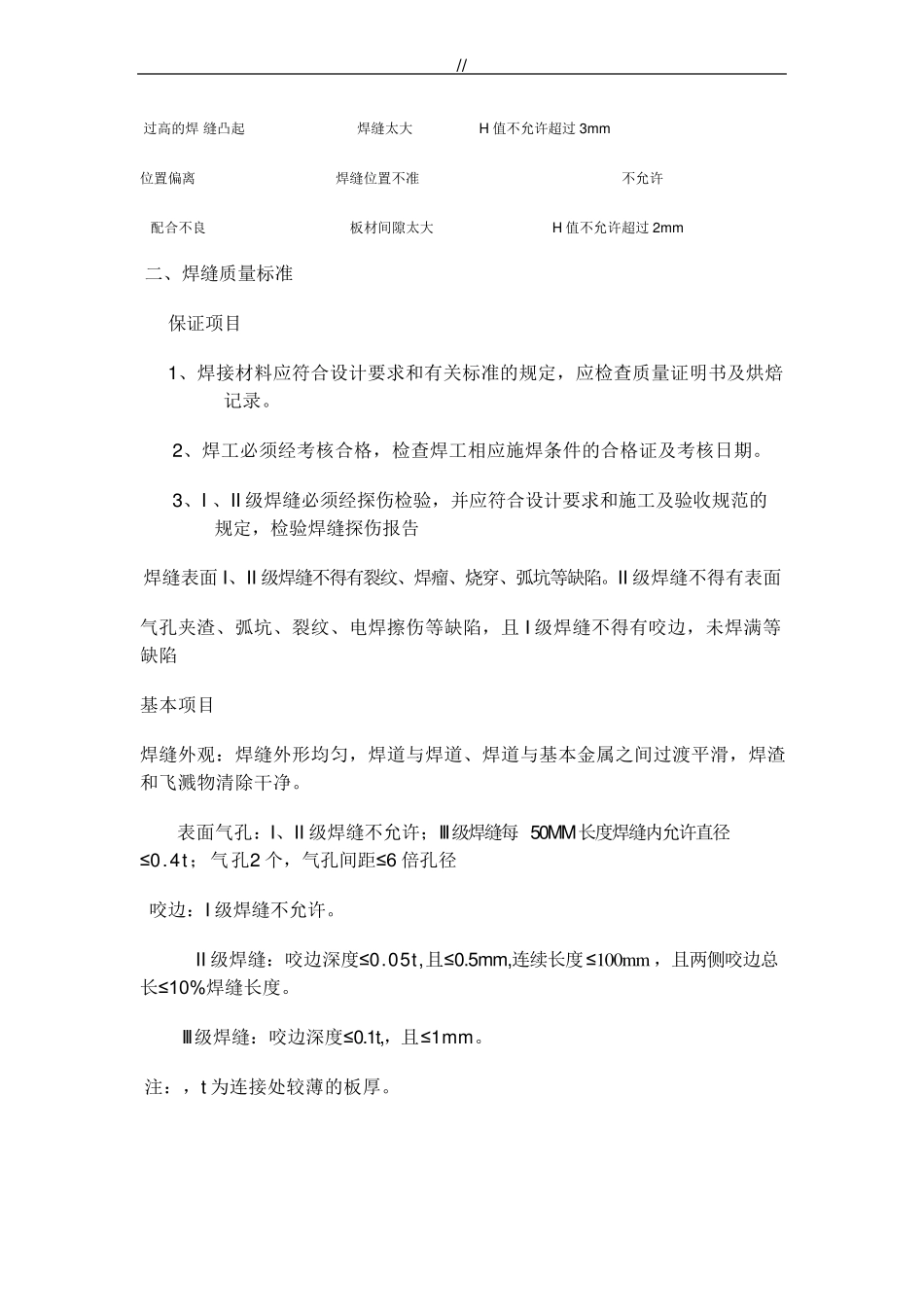
5m m 不允许 烧穿 母材被烧透 不允许 飞溅 金属液滴飞出 在有功能和外观要求的区域, 不允许有焊接飞溅的存在 // 过高的焊 缝凸起 焊缝太大 H 值不允许超过3mm 位置偏离 焊缝位置不准 不允许 配合不良 板材间隙太大 H 值不允许超过2mm 二、焊缝质量标准 保证项目 1、焊接材料应符合设计要求和有关标准的规定,应检查质量证明书及烘焙记录
2、焊工必须经考核合格,检查焊工相应施焊条件的合格证及考核日期
3、I 、II 级焊缝必须经探伤检验,并应符合设计要求和施工及验收规范的规定,检验焊缝探伤报告 焊缝表面 I、II 级焊缝不得有裂纹、焊瘤、烧穿、弧坑等缺陷
II 级焊缝不得有表面 气孔夹渣、弧坑、裂纹、电焊擦伤等缺陷,且 I 级焊缝不得有咬边,未焊满等缺陷 基本项目 焊缝外观:焊缝外形均匀,焊道与焊道、焊道与基本金属之间过渡平滑,焊渣和飞溅物清除干净
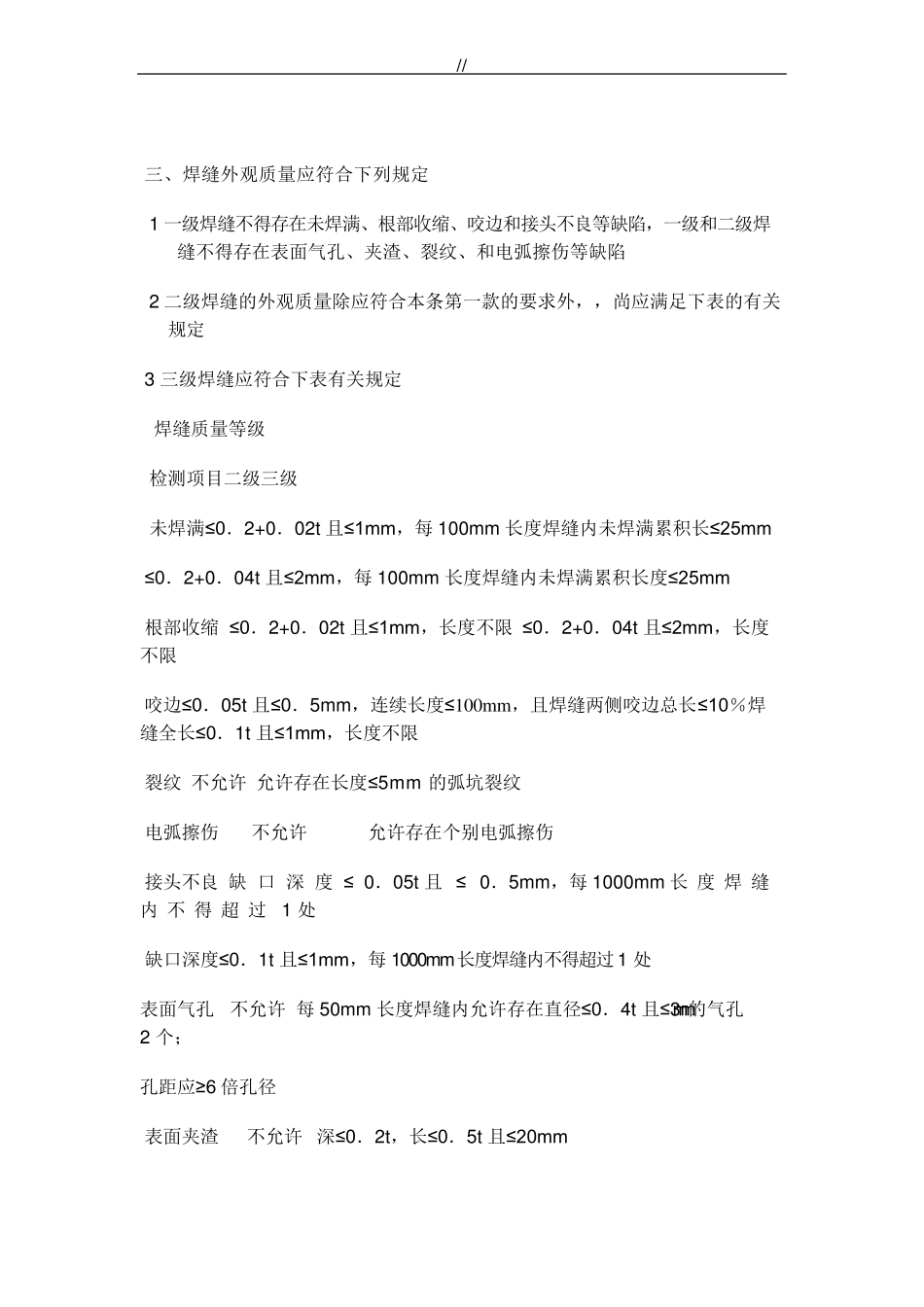
表面气孔:I、II 级焊缝不允许;III级焊缝每 50MM长度焊缝内允许直径≤0
4t;气孔2 个,气孔间距≤6 倍