焊 缝 检 测 技 术 1
超 声 波 检 测 法 ( UT) 1
1原 理 利 用 管 件 及 缺 陷 的 声 学 性 能 差 异 对 超 声 波 传 播 波 形 反 射 情 况 和穿 透 试 件 的 能 量 变 化 来 检 验 焊 缝 内 部 缺 陷
2超 声 波 检 测 设 备 超 声 设 备 、探头、试 块 扫描技 术 :A扫描、B扫描、TOFD技 术 A扫描:检 测 坡口味熔合等缺 陷 B扫描:检 测 气孔 TOFD技 术 ( 超 声 衍射 时间差 法 ):检 测 气孔、未熔合等缺 陷 1
3优缺 点 优点:超 声 波 探伤探测 距离大;探伤只消耗耦合剂和 磨损探头等易损件 ;总检 测 费用 较低 缺 点:对 人员要求高,要由有经验 的 人员谨慎操作 1
4应用 国内 大部 分管 道工程运用 100%的 超 声 波 检 测 +20%的 射 线检 测 作为对 管 道、材料的 探伤检 测 ;超 声 波 检 测 在探伤领域有着广阔市场,是探伤检 测 的 趋势,在西气东输工程中广发采用 便携式在线检 测 仪;由于超 声 波 探伤检 测 有漏检 现象,因此根据设 计规范,建议采用 100%的 超 声 波 检 测 +20%的 射 线检 测 ;先进的 相控阵技 术 已经成功在中石油西气东输中得到了运用
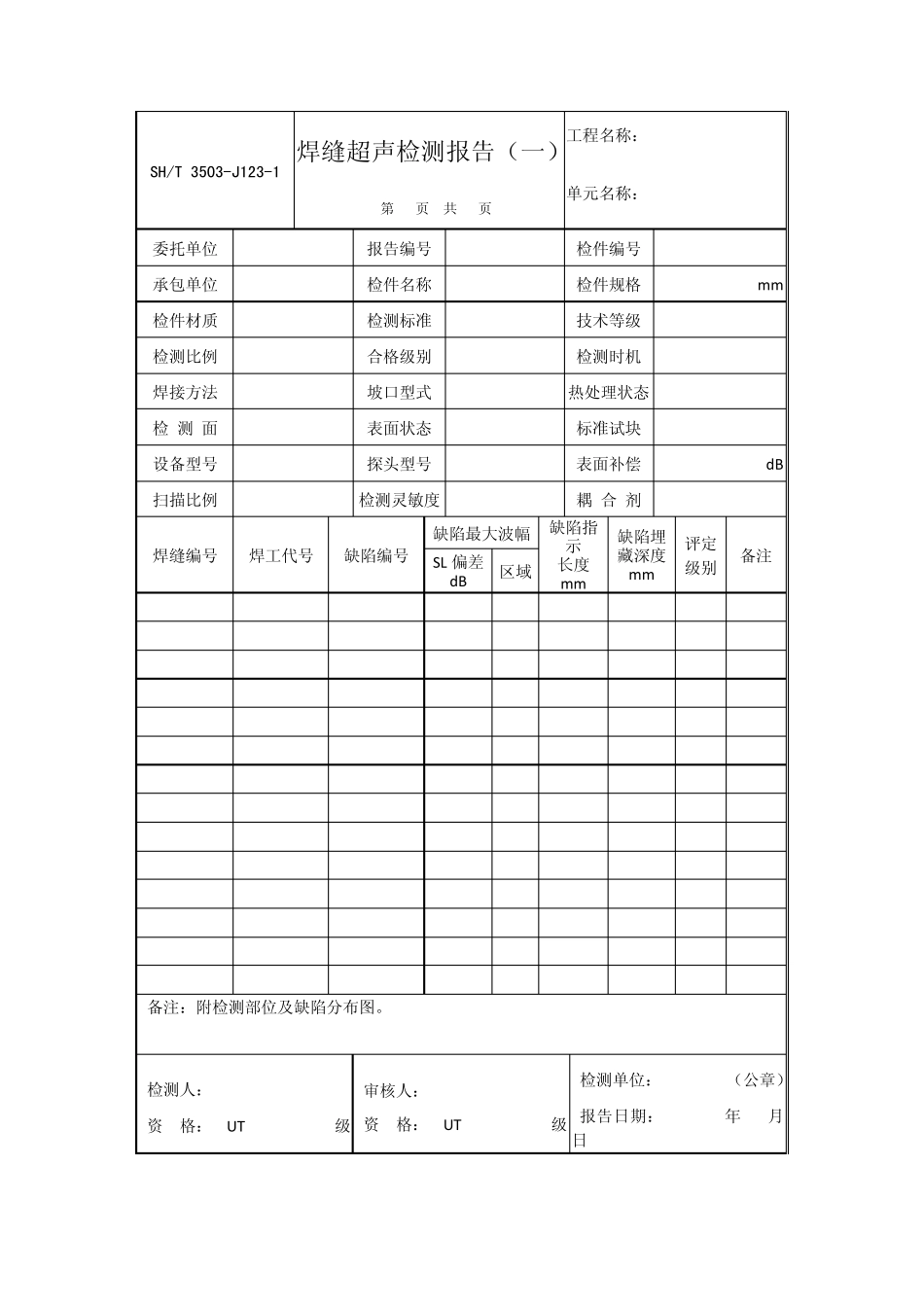
SH/T 3503-J123-1 焊缝超声检测报告(一) 第 页 共 页 工程名称: 单元名称: 委托单位 报告编号 检件编号 承包单位 检件名称 检件规格 m m 检件材质 检测标准 技术等级 检测比例 % 合格级别 检测时机 焊接方法 坡口型式 热处理状态 检 测 面 表面状态 标准试块 设备型号 探头型号 表面补偿 dB 扫描比例 检测灵敏度 耦 合 剂 焊缝编号 焊工代号 缺陷编号 缺陷最大波幅 缺陷指示 长度 m m 缺陷埋藏深度 m m 评定 级别 备注