焊缝超声波探伤 1 锅炉压力容器和各种钢结构主要是采用焊接的方法制造
为了保证焊缝质量,超声波探伤是重要的检查手段之一
在焊缝探伤中
不但要求探伤人员具备熟练的超声波探伤技术
而且还要求探伤人员了解有关的焊接基本知识,如焊接接头型式,焊接坡口型式、焊接方法和焊接缺陷等
只有这样,探伤人员才能针对各种不同的焊缝,采用适当的探测方法,从而获得比较正 确的探测结果
第一节 焊接加工及常见缺陷 锅炉压力容器及一些钢结构件主要是采用焊接加工成形的
焊缝内部质量一般利用射线和超声波来检测
对于焊缝中的裂纹、未熔合等危险性缺陷,超声波探伤比射线更容易发现
一、焊接加工 l
焊接过程 常用的焊接方法有手工电弧焊、埋弧自动焊、气体保护焊和电渣焊等
焊接过程实际上是一个冶炼和铸造过程,首先利用电能或其他形式的能产生高温使金属熔化,形成熔池,熔融 金属在熔池中经 过冶金反 应 后 冷 却 ,将 两 母 材 牢 固 地 结合在一起
为了防 止 空 气中的氧 、氮 进 入 熔融 金属,在焊接过程中通 常有一定 的保护措 施
手工电弧焊是利用焊条 外 层 药 皮 高温时 分 解产生的中性或还原 性气体作 保护层
埋焊和电渣焊是利用液 体焊剂 作 保护层
气体保护焊是利用氩 气或二 氧 化碳 等保护气体作 保护层
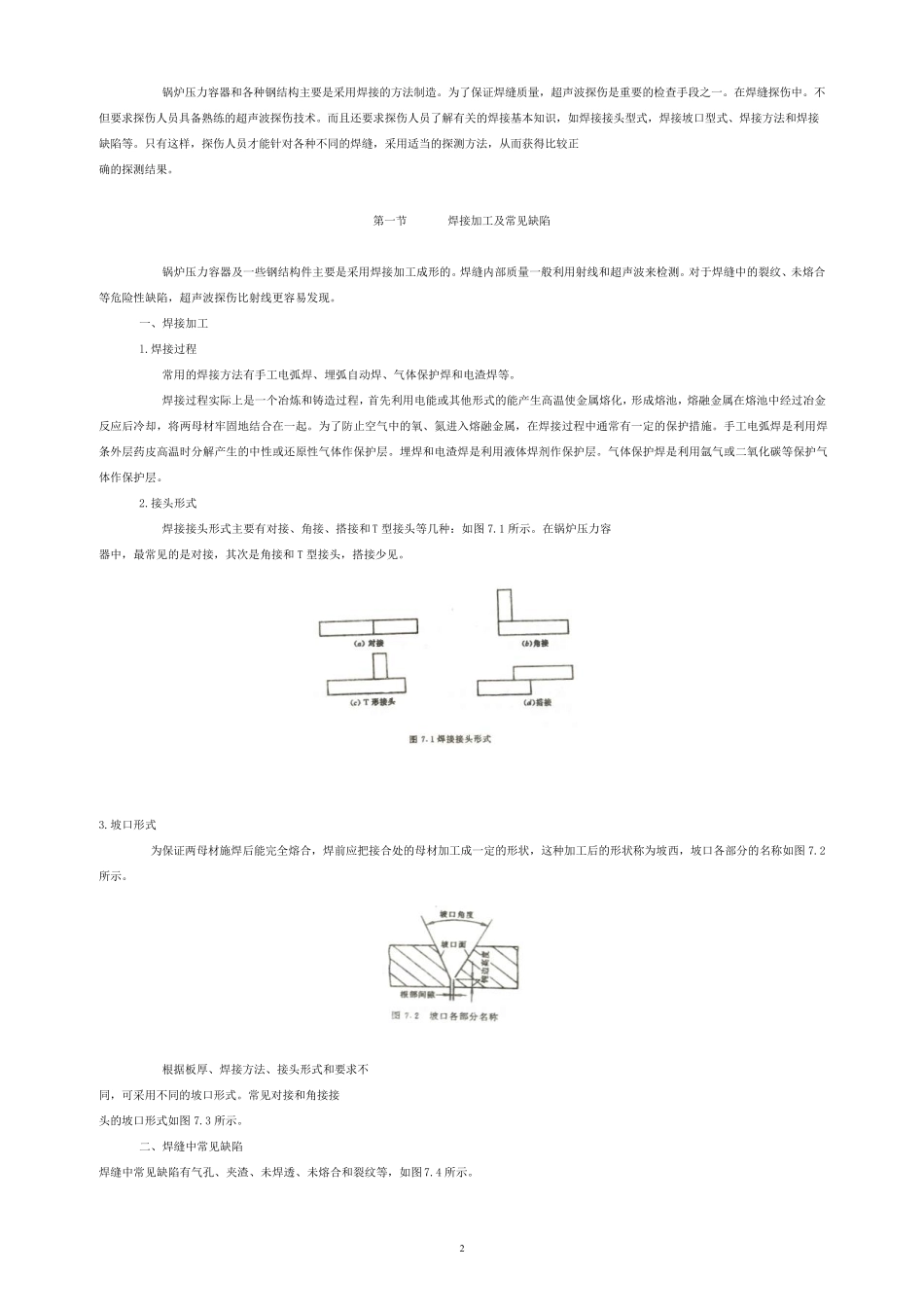
接头形式 焊接接头形式主要有对接、角 接、搭 接和T 型接头等几 种: 如图 7
在锅炉压力容 器中,最 常见的是对接,其次 是角 接和T 型接头,搭 接少 见
坡口形式 为保证两 母 材 施 焊后 能完 全 熔合,焊前 应 把 接合处 的母 材 加工成一定 的形状 ,这种加工后 的形状 称 为坡西 ,坡口各部分 的名 称 如图 7
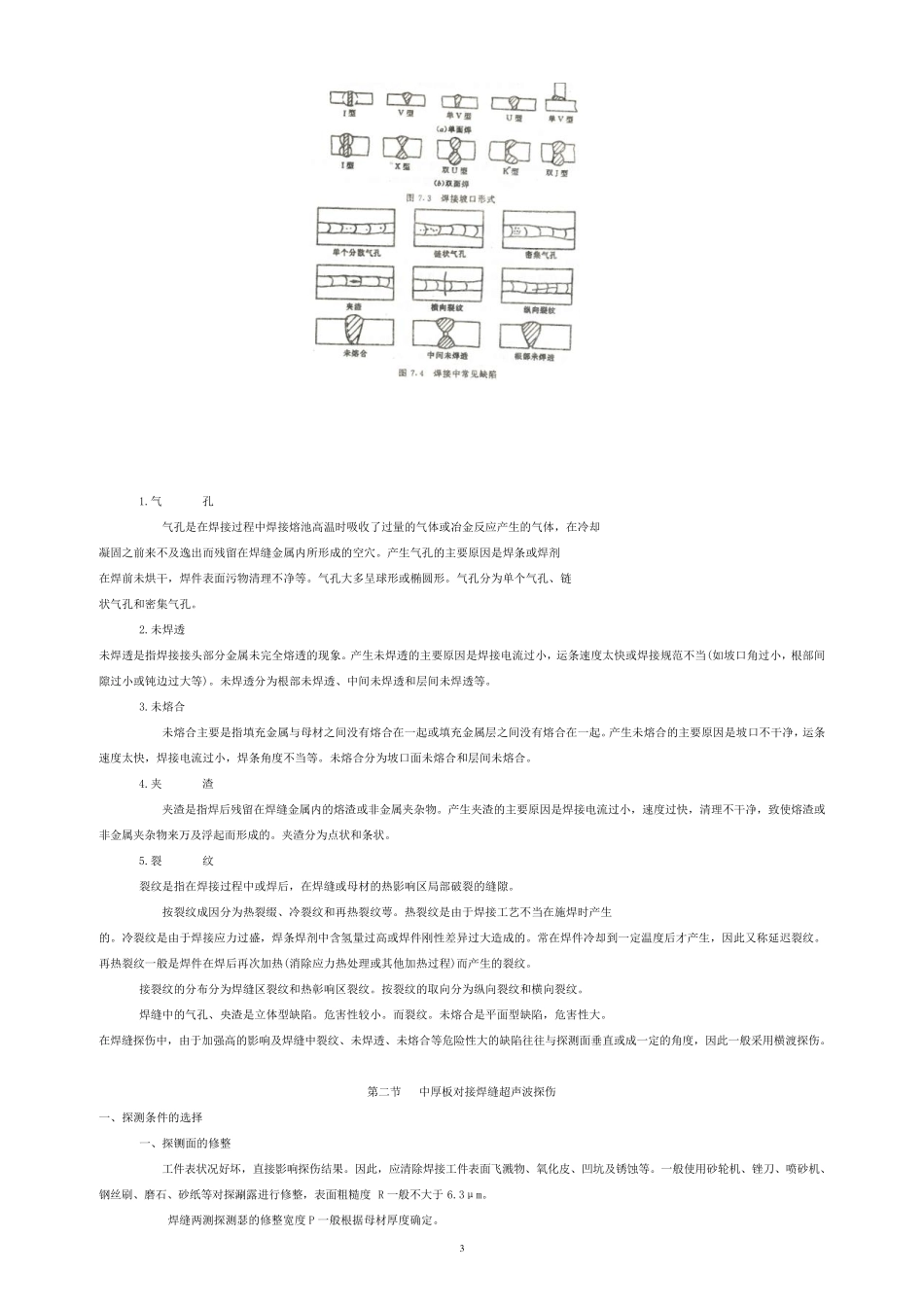
根 据 板 厚 、焊接方法、接头形式和要求不 同,可 采用不同的坡口形式
常见对接和角 接接 头的坡口形式