熔模铸造作业指导书 1 主题内容及适用范围 本书内容对熔模铸件的生产流程、模料的制备、蜡模的制造、型壳的制造及型壳焙烧工艺进行了规定,本方法仅适用于铸造部内的熔模铸造部门使用
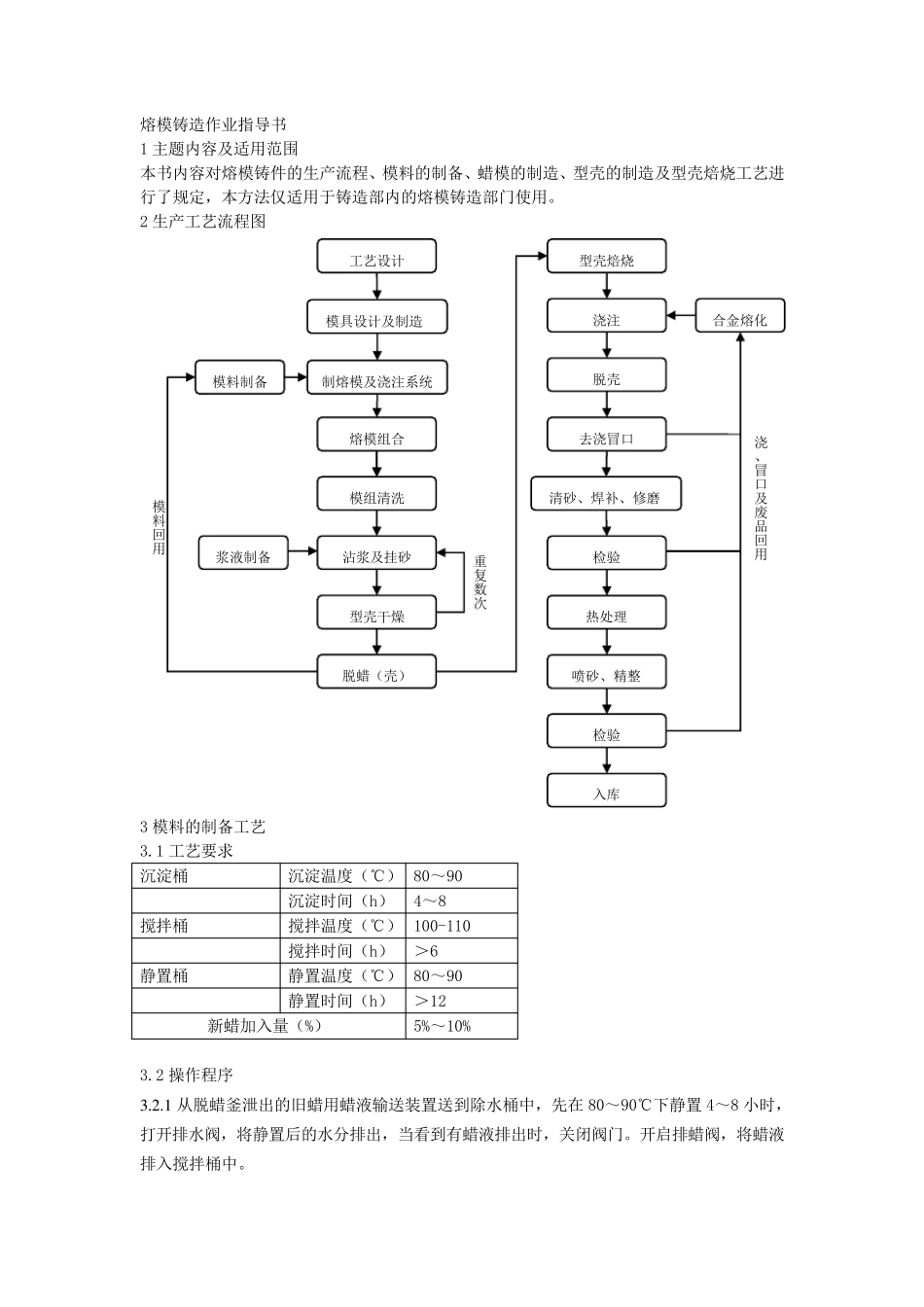
2 生产工艺流程图 3 模料的制备工艺 3
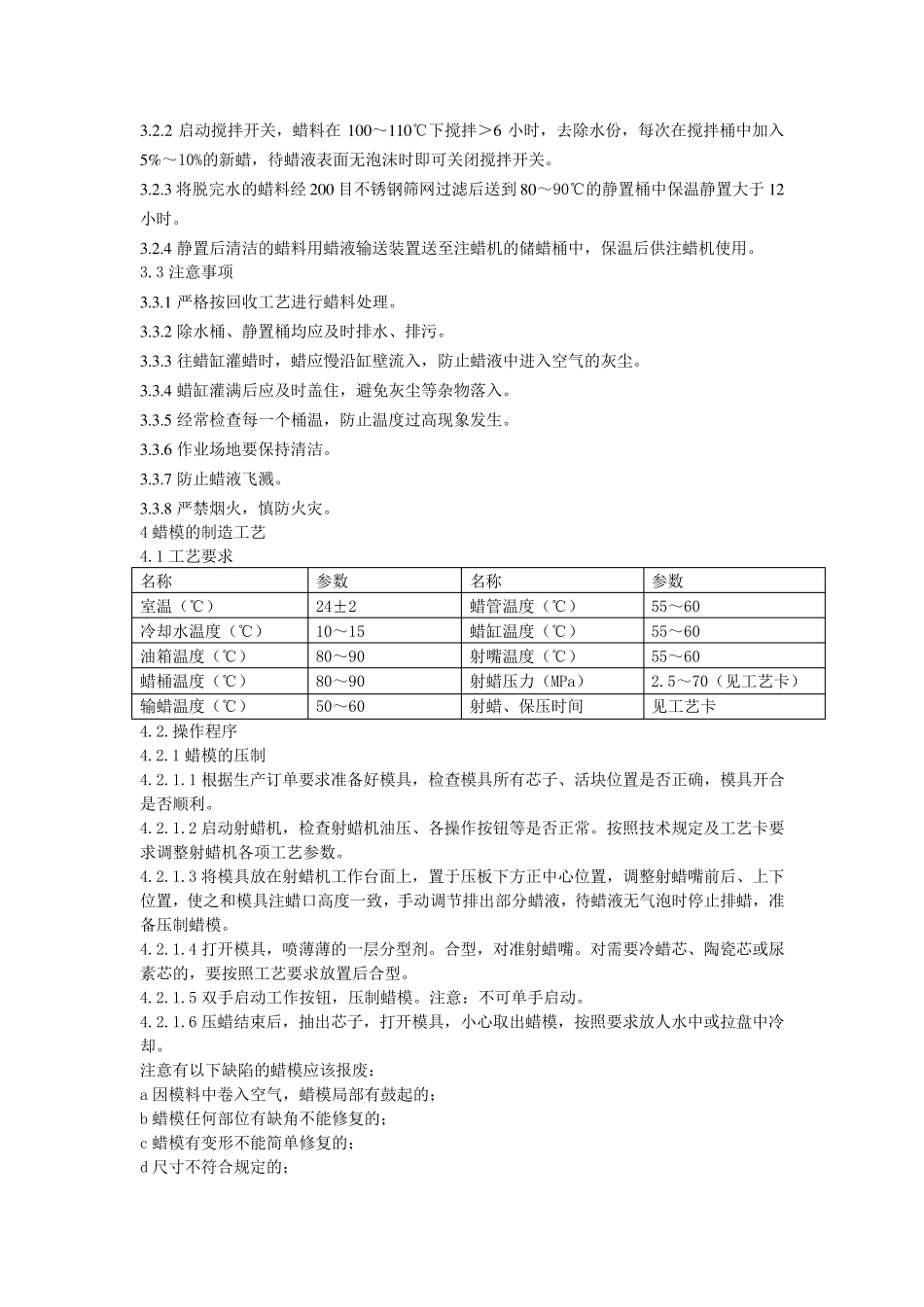
1 工艺要求 沉淀桶 沉淀温度(℃) 80~90 沉淀时间(h) 4~8 搅拌桶 搅拌温度(℃) 100-110 搅拌时间(h) >6 静置桶 静置温度(℃) 80~90 静置时间(h) >12 新蜡加入量(%) 5%~10% 3
2 操作程序 3
1 从脱蜡釜泄出的旧蜡用蜡液输送装置送到除水桶中,先在 80~90℃下静置 4~8 小时,打开排水阀,将静置后的水分排出,当看到有蜡液排出时,关闭阀门
开启排蜡阀,将蜡液排入搅拌桶中
模具设计及制造 制熔模及浇注系统 模组清洗 沾浆及挂砂 型壳干燥 脱蜡(壳) 型壳焙烧 浇注 脱壳 去浇冒口 清砂、焊补、修磨 检验 检验 喷砂、精整 热处理 入库 模料制备 合金熔化 浆液制备 熔模组合 工艺设计 浇、冒口及废品回用 重复数次 模料回用 3
2 启 动 搅 拌 开 关 , 蜡 料 在1 0 0 ~ 1 1 0 ℃ 下 搅 拌 > 6 小 时 , 去 除 水 份 , 每 次 在 搅 拌 桶 中 加 入5 %~ 10%的 新 蜡 , 待 蜡 液 表 面 无 泡 沫 时 即 可 关 闭 搅 拌 开 关
3 将 脱 完 水 的 蜡 料 经 2 0 0 目 不 锈 钢 筛 网 过 滤 后 送 到 8 0 ~ 90℃ 的 静 置 桶 中 保 温 静 置 大 于 1 2小 时
4 静 置 后 清 洁 的 蜡 料 用 蜡 液 输 送 装 置 送 至 注 蜡 机 的 储 蜡 桶 中 , 保 温 后 供 注 蜡 机 使 用
3 注 意 事 项 3
1 严 格 按 回