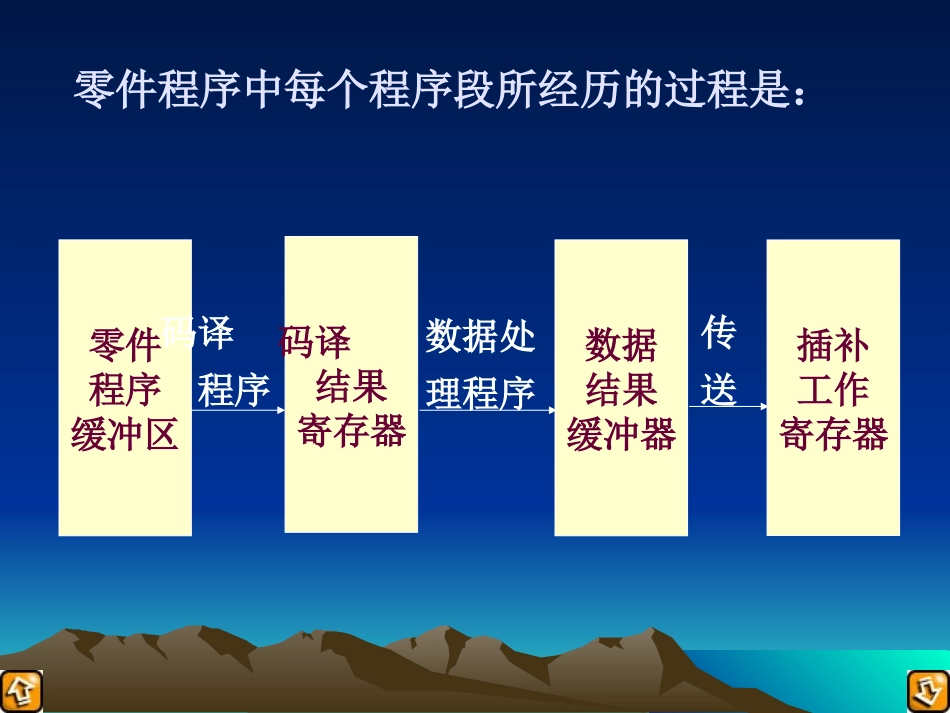
CNCCNC的基本原理的基本原理CNC的输入主要是指零件加工程序的输入。穿孔输出存储器修正删除插入阅读机键盘无带运转CNC装置数据转换流程如图所示加工程序译码刀补处理速度预处理插补处理位置处理伺服驱动刀补缓冲区运行缓冲区PLC控制译码缓冲区位置反馈插补缓冲区零件程序中每个程序段所经历的过程是:零件程序缓冲区译码结果寄存器数据结果缓冲器插补工作寄存器译码程序数据处理程序传送译码将标准的数控代码翻译成本系统能识别的形式。如N042G01X40Y20F80。识别代码,翻译成具有具体意义的数据形式,并存入对应单元。取识→拼数→分存过程任务概念刀具半径补偿原理一、刀具半径补偿的基本概念(一)什么是刀具半径补偿按零件轮廓编制的程序和预先设定的偏置参数,数控装置能实时自动生成刀具中心轨迹的功能。实线为零件轮廓,虚线为刀具中心轨迹。刀具刀具中心轨迹编程轨迹(二)刀具半径补偿功能的主要用途1.由于刀具的磨损或因换刀引起的刀具半径变化,不必重新编程,只须修改相应偏置参数。2.加工余量的预留可通过修改偏置参数实现,而不必为粗、精加工各编制一个程序。刀具半径补偿原理一、刀具半径补偿的基本概念(三)刀具半径补偿的任务根据程序段的起点,终点坐标以及r在起点、终点处的坐标分量rx、ry,求出刀具中心的起点、终点坐标,核心是求r的分量。如图B´点XB´=XB+rxYB´=YB+ry计算rx,ryRRyRxxyRAA´B´B※园弧过渡型刀补:在硬件NC中,采用园弧过渡型刀补,故要增加一段园弧。非圆滑过渡处附加程序段※直线过渡型刀补:求出刀具中心轨迹交点,再对原来的编程轨迹作伸长或缩短的修正。(四)刀具半径补偿的转接形式伸长型C点处于JB与DK的延长线上XYYX0JBCDC´B´AEα缩短型编程轨迹OA、AF,刀具中心轨迹JB与DK将在C点相交。这样,相对于OA和AF而言,缩短一个CB与CD的长度。KFJDXYOC´BCAXYαX插入型AαXXYY0CC´JKFBLHD刀具半径补偿的常用方法刀具中心轨迹的段间连接都是圆弧。B刀补C刀补相邻两段轮廓的刀具中心轨迹之间用直线连接。(五)C刀补的基本设计思想刀具半径补偿是在译码之后进行,译码译出一段并不立即进行刀补,译出的若是下一段,则对本段进行刀补,而正在插补加工的是上一段。rrPiPi-1rrPi+1CNC系统专门设立了刀补缓冲区CS.刀补过程是:Pi-1rBS缓冲寄存器CS刀补缓冲区AS工作寄存器CS刀补缓冲区PiPi-1Pi-11rrPirrPiPi-1rBS缓冲寄存器PiCS刀补缓冲区AS工作寄存器OS输出寄存器Pi-1Pi-1Pi-1BS缓冲寄存器CS刀补缓冲区PiAS工作寄存器OS输出寄存器Pi-1Pi-1BS缓冲寄存器CS刀补缓冲区AS工作寄存器OS输出寄存器PirPi+1BS缓冲寄存器CS刀补缓冲区PiAS工作寄存器OS输出寄存器rrPiPi-1r6Pi-1Pi+1Pi+1PiPi-1Pi+1PiPi-1二、刀具半径补偿的工作原理建立刀补执行刀补取消刀补刀具轨迹中心编程轨迹刀补进行刀补建立刀补撤销起始点零件轮廓和刀具中心轨迹准备功能G代码中的G40用于取消刀补,G41和G42用于建立刀补。建立刀具补偿沿着刀具前进方向看,G41是刀具位于被加工工件轮廓左侧,称为刀具半径左补偿;G42是刀具位于被加工工件轮廓右侧,称为刀具半径右补偿。2)刀具长度补偿在数控立式铣床加工中心上,当刀具磨损或更换刀具使Z向刀尖不在原初始加工的编程位置时,必须在Z向进给中,通过伸长或缩短1个偏置值f的办法来补偿其尺寸的变化,以保证加工深度仍然能够达到原设计位置。刀具长度补偿刀具长度补偿由准备功能G43、G44、G49以及H代码指定,用G43、G44指令指定偏置方向。其中G43为正向偏置,G44为负向偏置,G49为补偿撤消,H代码指令指示偏置存储器中存储偏置量的地址。G43指令都是将H代码指定的已存入偏置存储器中的偏置值加到主轴运动指令终点坐标值上去,而G44则相反,它是从主轴运动指令终点坐标值中减去偏置值。在H后跟两位数指定偏置号,在每个偏置号所对应的偏置存储区中,通过键盘预先设置相应刀具的长度补偿值。对应偏置号00即H00的偏置值通常不设置,取为0,这就相当于刀具长度补偿撤消指令G49。在右图中,所画刀具实线为刀具实际位置,虚线为刀具编程位置,则刀具长度补偿控制程序如下:设定H01=-4.0(偏置值)N10G91G00G43Z-32.0H01;实际Z向将进给-32...