冲裁力是冲裁过程中凸模对板料施加的压力,它是随凸模进人材料的深度(凸模行程)而变化的,如图2
通常说的冲裁力是指冲裁力的最大值,它是选用压力机和设计模具的重要依据之一
用普通平刃口模具冲裁时,其冲裁力 F 一般按下式计算:式中 F——冲裁力; L——冲裁周边长度; t——材料厚度;——材料抗剪强度; K——系数
系数 K 是考虑到实际生产中,模具间隙值的波动和不均匀、刃口的磨损、板料力学性能和厚度波动等因素的影响而给出的修正系数
一般取 K=1
为计算简便,也可按下式估算冲裁力: (2
2)式中——材料的抗拉强度
在冲裁结束时,由于材料的弹性回复(包括径向弹性回复和弹性翘曲的回复)及摩擦的存在,将使冲落部分的材料梗塞在凹模内,而冲裁剩下的材料则紧箍在凸模上
为使冲裁工作继续进行,必须将箍在凸模上的料卸下,将卡在凹模内的料推出
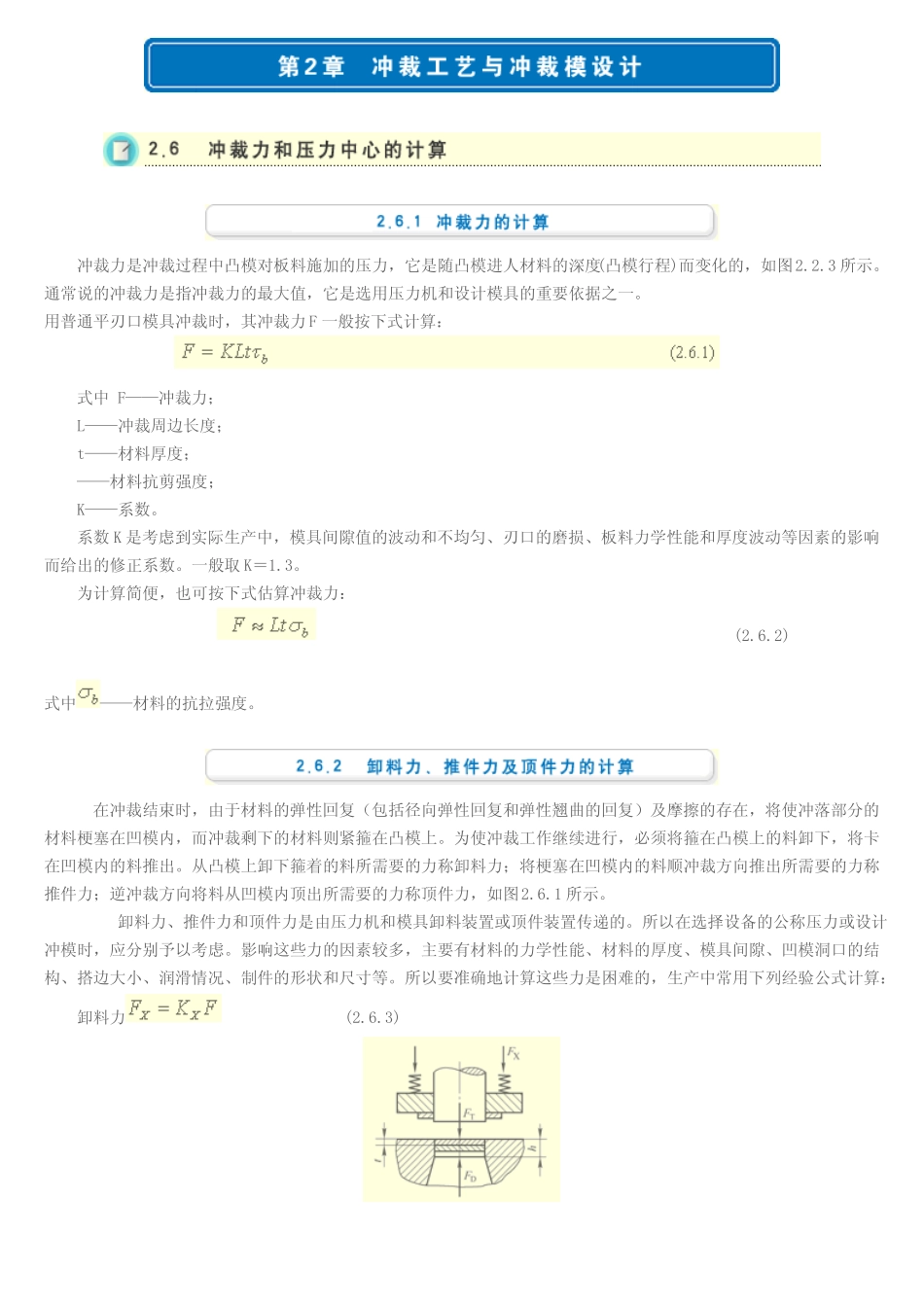
从凸模上卸下箍着的料所需要的力称卸料力;将梗塞在凹模内的料顺冲裁方向推出所需要的力称推件力;逆冲裁方向将料从凹模内顶出所需要的力称顶件力,如图2
卸料力、推件力和顶件力是由压力机和模具卸料装置或顶件装置传递的
所以在选择设备的公称压力或设计冲模时,应分别予以考虑
影响这些力的因素较多,主要有材料的力学性能、材料的厚度、模具间隙、凹模洞口的结构、搭边大小、润滑情况、制件的形状和尺寸等
所以要准确地计算这些力是困难的,生产中常用下列经验公式计算:卸料力 (2
1推件力顶件力 (2
5)式中 F——冲裁力; 图 2
1 卸料力 推件力和顶件力——卸料力、推件力、顶件力系数,见表 2
1; n——同时卡在凹模内的冲裁件(或废料)数
式中 h——凹模洞口的直刃壁高度; t——板料厚度
注:卸料力系数 Kx,在冲多孔、大搭边和轮廓复杂制件时取上限值
压力机的公称压力必须大于或等于各