1、工程概况1
1 工程性质本工程为东明恒润化工有限公司 100 ×10 4t/a 延 迟 焦 化 装 置
工艺管道主要分布为六大区域,即焦化塔及加热炉区、分馏及吸收稳定区、总图区、压缩机区、干气脱硫区、冷焦切焦水区
大部分管道介质具有高温、高压、易燃、易爆等特点
装置中有大量的不同规格、材质的工艺管道需现场制作安装,需要焊接的材料主要包括碳钢(20#,20g、Q235-B)、合金钢(15CrMoR、1Cr5Mo)及不锈钢(0Cr18Ni9)
总管道长度约有 8527m,其中不锈钢管道约有 760m,部分碳钢及不锈钢管线焊缝焊后需进行焊后热处理,需进行热处理的焊缝约有 900 道
2 工程特点1
1 场地狭窄,作业空间窄,交叉作业多,需加大管线预制深度
2 工艺条件为泄漏时易燃、易爆,部分临氢高压、有毒,需热处理,工序复杂,施工技术要求较高
3 工艺管线规格多、焊口数也多,焊接工作量大
管线工艺介质多数是具有高温、高压、易燃、易爆的特点,因此焊接质量要求高
4 工艺管线焊缝需无损检测和热处理的量大,且不锈钢焊缝焊后需进行 900±25℃的稳定化热处理,热处理温度高,操作难度较大
3 工程技术要求及质量标准1
1 中油六建《东明恒润化工有限公司 100 ×10 4t/a 延 迟 焦 化 装 置 施工组织设计》1
2 中国石化洛阳石油化工工程公司设计院《东明恒润化工有限公司 100 ×10 4t/a 延 迟焦 化 装 置 》1
4 SH3501-2002《石油化工有毒、可燃介质管道工程施工及验收规范》1
5 GB5044《职业性接触毒物危害程度分级》1
6 GB50160-92《石油化工企业设计防火规范》(1999 年版)1
7 GB50235-97《工业管道工程施工及验收规范》1
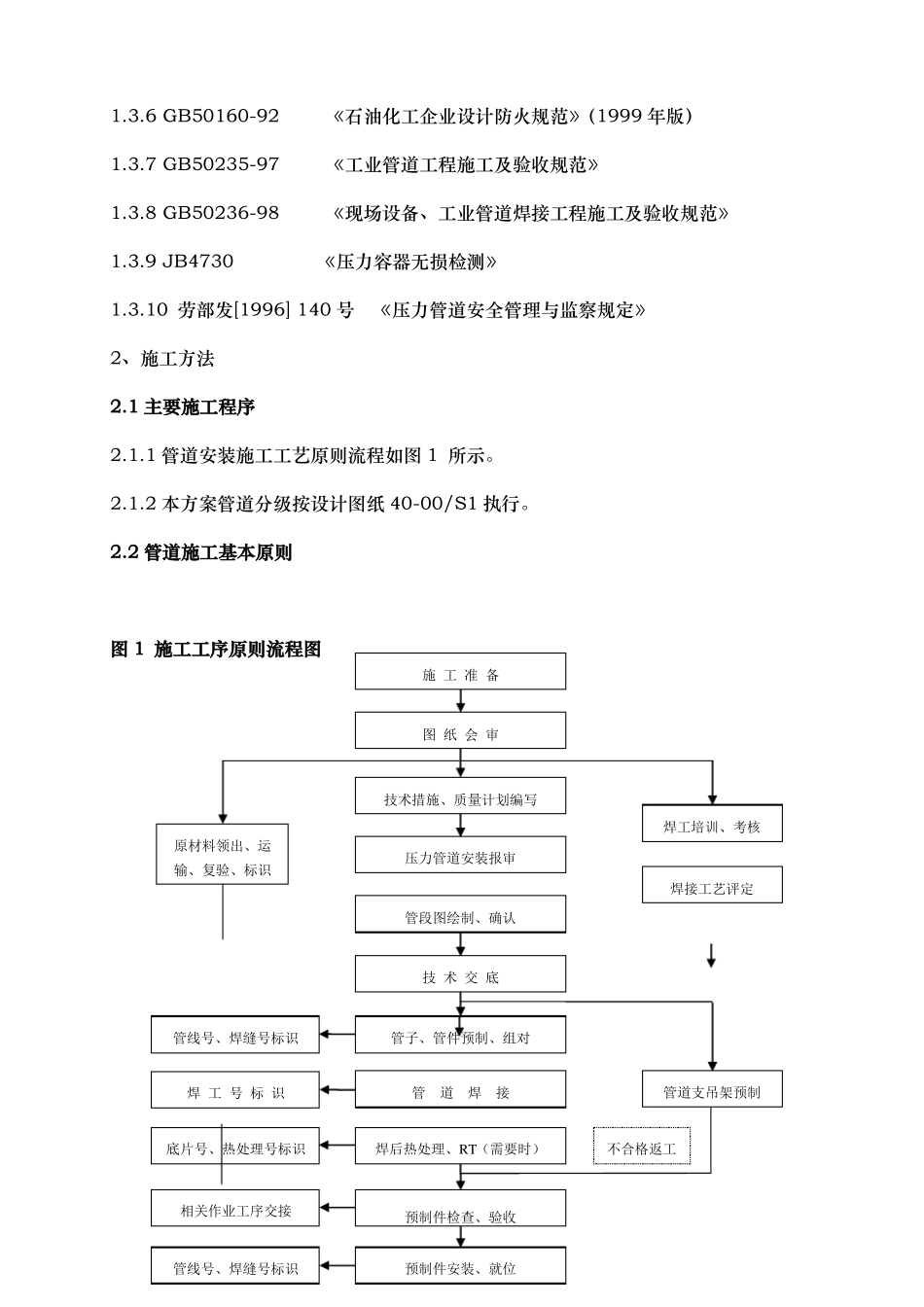
8 GB50236-98《现场