xxx 工程局有限公司xxx 项目经理部技术交底合同编号:xxxx编号:交底时间年月日主持人参 加 人技术文件本合同压力钢管施工蓝图、技术条款、《压力钢管制作及安装施工技术要求》、《压力钢管防腐蚀施工技术要求》、《压力钢管制作、安装方案》交底主要内容: 压力钢管制作、安装技术交底1
工程简介工程钢管由三个部位组成:大坝进水口后引水钢管、底孔后冲沙钢管和前池进水口后压力明管
大坝进水口后引水钢管长度为 105
94m,壁厚均为8mm,由竖井段、弯管段和水平段组成
竖井段长度1
75m;弯管段转弯角度90°,转弯半径2
93m;水平段中管径1
5m,管段长度 93
22m,后接1
5m渐变段,管径缩小到 1
4米后进入锥阀室;管径 1
4米段长度4
底孔后冲沙钢管直径0
8m,总长度约20m,壁厚8mm
压力管道根据地形起伏情况布置,上缓下陡,由一系列的镇、支墩支撑,主管内径2m,满发时管内流速为2
64m/s,主管段全长约630m(压力钢管起始至1#岔管中心线)
压力钢管采用一管四机布置型式,共设有 3个岔管,其中,主管后接1#钢岔管,1#钢岔管采用对称Y型月牙肋型式,分岔角度为 90°;2#~3#钢岔管采用“卜”型布置,分岔角为 60°
明管钢管均采用Q245R钢板,厚度为10mm、12mm、14mm三种规格
1#钢岔管采用Q245R钢板,钢板厚14mm,月牙形加强肋钢板厚30mm;其余岔管采用贴边补强
加劲环、止水环、止推环、支撑环、补强板等结构连接件均采用Q245R钢板
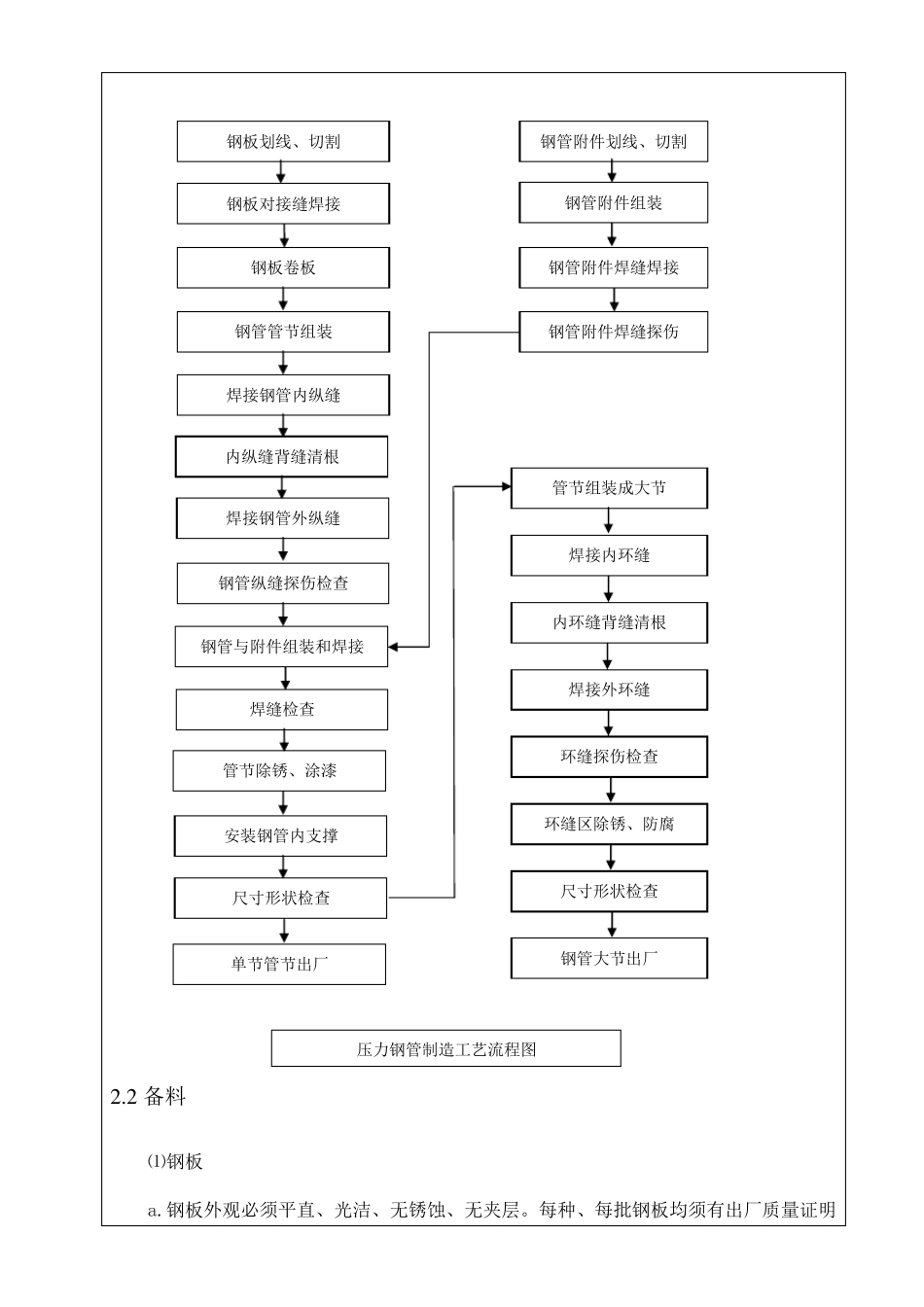
2.压力钢管制作施工工艺2
1 压力钢管制作工艺流程图压力钢管制造工艺流程图单节管节出厂安装钢管内支撑环缝区除锈、防腐尺寸形状检查焊接内环缝钢管纵缝探伤检查内环缝背缝清根钢管与附件组装和焊接焊接外环缝焊缝检查环缝探伤检查钢板卷板钢管附件焊缝焊接钢板划线、切割钢管附件划线、切割钢板对接缝