PLC 在压滤机上的应用 压滤机是对污水处理的环保设备,适用于各大钢厂对每天产生的大量污水的处理
原设备是用接触器、时间继电器等多种硬件搭成的控制线路,线路繁多,不便于保养与维修,现已改为 PLC 控制,使线路简化,控制灵活,便于维修与保养
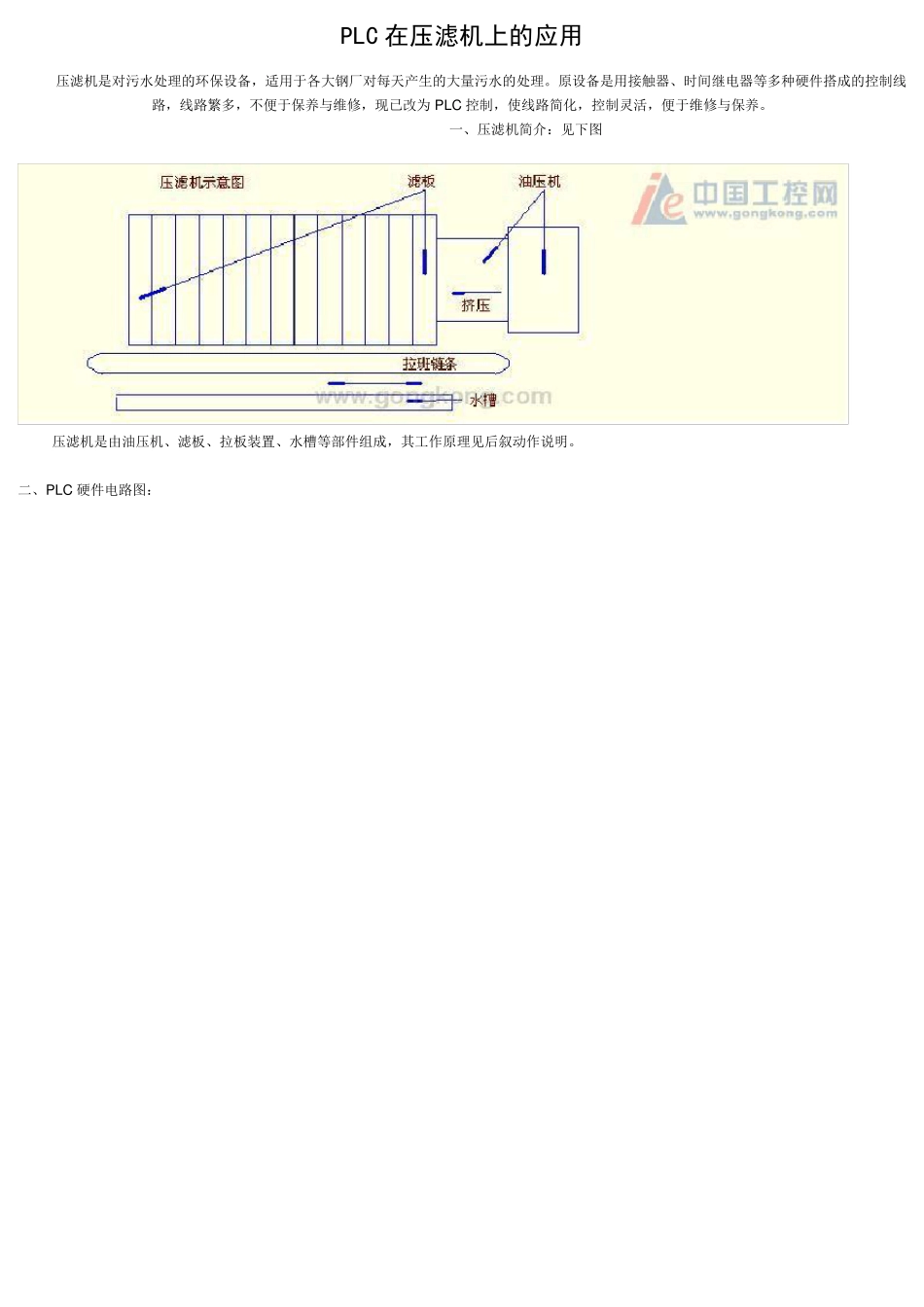
一、压滤机简介:见下图 压滤机是由油压机、滤板、拉板装置、水槽等部件组成,其工作原理见后叙动作说明
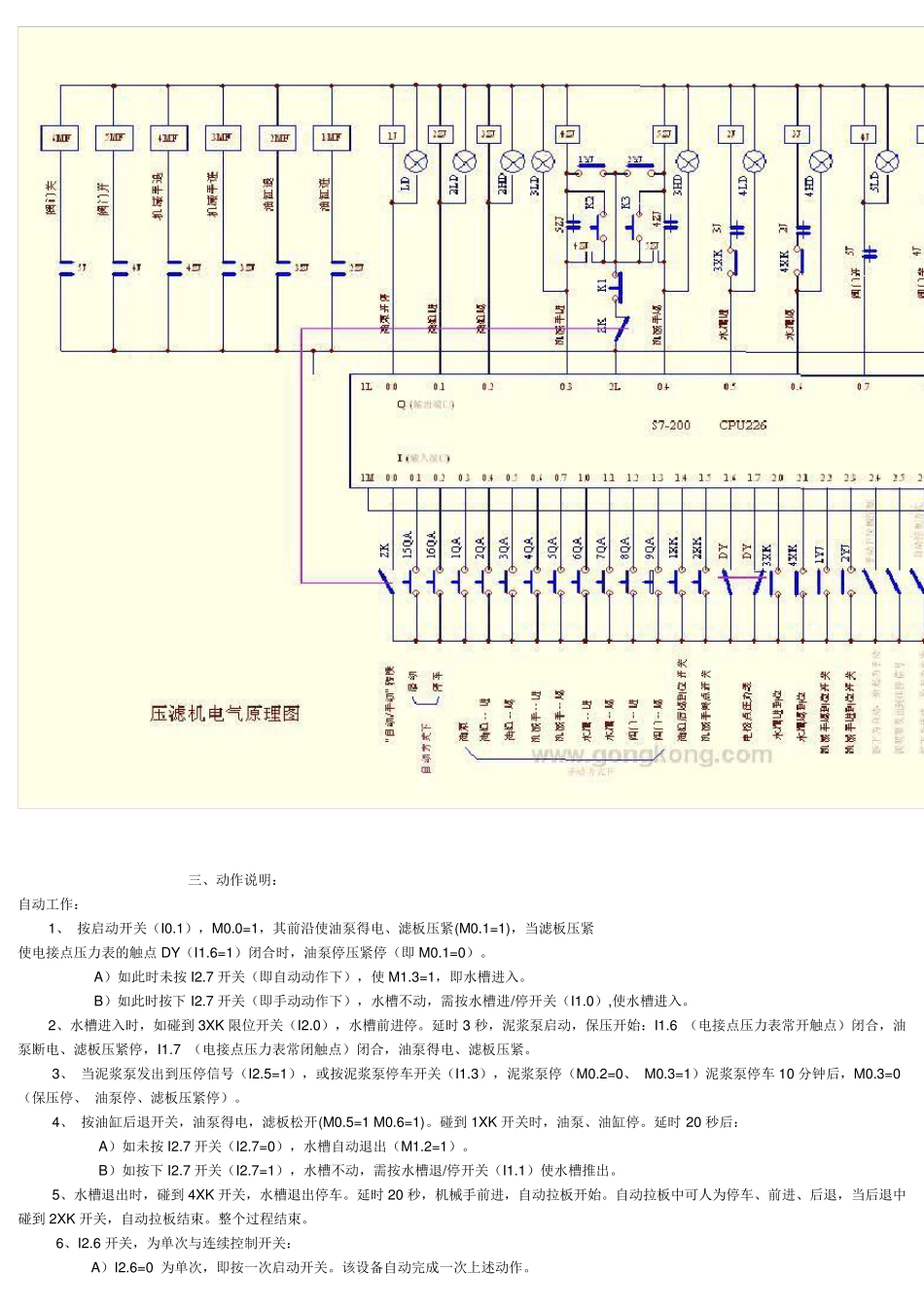
二、PLC 硬件电路图: 三、动作说明: 自动工作: 1、 按启动开关(I0
0=1,其前沿使油泵得电、滤板压紧(M0
1=1),当滤板压紧 使电接点压力表的触点 DY(I1
6=1)闭合时,油泵停压紧停(即 M0
A)如此时未按 I2
7 开关(即自动动作下),使 M1
3=1,即水槽进入
B)如此时按下 I2
7 开关(即手动动作下),水槽不动,需按水槽进/停开关(I1
0),使水槽进入
2、水槽进入时,如碰到 3XK 限位开关(I2
0),水槽前进停
延时 3 秒,泥浆泵启动,保压开始:I1
6 (电接点压力表常开触点)闭合,油泵断电、滤板压紧停,I1
7 (电接点压力表常闭触点)闭合,油泵得电、滤板压紧
3、 当泥浆泵发出到压停信号(I2
5=1),或按泥浆泵停车开关(I1
3),泥浆泵停(M0
2=0、 M0
3=1)泥浆泵停车 10 分钟后,M0
3=0(保压停、 油泵停、滤板压紧停)
4、 按油缸后退开关,油泵得电,滤板松开(M0
5=1 M0
碰到 1XK 开关时,油泵、油缸停
延时 20 秒后: A)如未按 I2
7 开关(I2
7=0),水槽自动退出(M1
B)如按下 I2
7 开关(I2
7=1),水槽不动,需按水槽退/停开关(I1
1)使水槽推出
5、水槽退出时,碰到 4XK 开关,水槽退出停车
延时 20 秒,机械手前进,自动拉板开始
自动拉板中可人为停